���������
����� ���
0
����0
�����25
�����48
������������� �������� �����������
� �������� ������������� �������� ����������� ���������� ��� ����������� �����, � �� ��������� ������, �������� �������. ���������� ������� ��� ������� ������. ������� ������ - �������� ���� �������� �����������, ��� �������� ����� �������� � ���������� �� ����� ������������ ���������, ���������� ����� ����������� ����������� (��� �������, ��� � �����). ���� ��������� ������ ���������� ��������� ����� �������.
������� ���� ������� ������� �� ���� ����������� � ������������ ���������:
- ��� ����� 20-30 ��������
- �������� 17-25 ��������
- ���������� ������� 25-40 ��������
- ������ 30-40 ��������
- ������� 45-60
*���� ������� ����� ������������� � ����������� �� ������������ ����� ������������ �����. �������� �������� ��� ������� ����� ������ ����� ���� �������� � 35 ��������. ��������� ����� ������������ � ������� ������ �� ����� ������� ��������.
������� �������� ����������� ������������ ��� ������ ������������� �������� ������� ��� ������ �������. �� ���� ����� ���������� ��������� �������������� � ��������� ���� �������, ������� ��������� ��������� ������������ ���� ������� � ������� ������ �� ���������� ���������.
������������� �������� ������
������������� �������� ������ ������ ������ - � �������� �������� ����� �������������� ������������ ������ ��� ���������� ����� �� ��������� ����������, ����� ��� ����������� �� ��������� ������ ������������� ����������� � �������� ��������. ���������� ��������� ������������������ ������ ��� ������� ������������� ����������� (�����, ������, ������� �����), �� ���� ����� ��� ������������ � ������, ������� ��������� ������ �� �������. � �������� ������� ������� ��� ���������� � ���������� � � ���� ���������� ��������� ������:

- �������������� �������� �������� ������ � ������� �����������.
- ����������� ��������� �������� ����� �������������� ��������� �������� ����������� ��� ������, �������, ����, ����� �� ������, �������� �����, ���� ��� ������������ ������� � �.�.
- ������� �������� ��� �������� ���������� � ��� ������� ���������, �.�. �� ���� ���� � ������ ������ ����������.
- ������������ ���� ������������ ��� �������, � ������� ���� ��������� � ��������� ������� ��� ������� � ��������.
- +������ ����������� ������ Tormek T-8
�������� ������ Worksharp WS3000�
- ������������ ��� ������� � ������� ���������� ���������� �����������, ����� � �.�. ������ � �����.
- ����� 3 ���� ��� ������� �����������: ������� � ������������ ��� ������� �����, ������ ��� ������� �������� � ����� �������� � ������ � �������������� ������� � ���������.
- �������� �������������� � ������� ��������� ������, ������� ������������� �� ������� ������� ���������� ������ ��������� 150 ��.
- ������������ ����� ������ �������� ����������� ��������� ������� ������� ����������� �� ���� ������������� ������� � ��������� Edge-Vision � ����� �� ���������� ������.
- ������� ������� ���� ��� ������������� ����, � ���������� ����������� ���������� ������� �������, ������������ � �������� ������, � ���������� ���� ����� �� ������������� � �� ������ ����� �������.
- ������������ ���

- ������������� �������� ������ � �������� ������ ������ � ������� �����������.
- ������� ����� - 180 � 70 ��, �� ������������� ������, ������� - 20 ��.
- ������, ����������� �����, ��������� ����� � ����� ���������� ������, �� ���������� ���.
- � ������� �� ��������� �������� ������ �� ����� ������ ���� - ����������� �������� ����� ����������� ������������ �����������.
- ���������� ���� ��������� �������� ����� � ���������������������� �����������.
�������� ������ ��� ���� DrillDoctor 750X�
- ��������� ������� ��� ������� ���� � �������� �������� � � ��������� ����������.
- �������, ������� � ������ ������� ������������ ����, ����������� ���������������������� ����� ������ � ��������� ��������.
- ������������ ��� ������� � �������������� �������� ������ ����������� ���� �� ������� � ������, � ����� �� 115 ��140 �������� ��������� �� 2.4 �� 19 ��.
- �������� ������������ ����: ������������� ����� HSS, ������������ �����, �������, ������ ������, �����������.
- ������������ ���.
������� �� ������������� �������� �������
�� ������������� ������ ���������� �� ��������������� �������� ������� ��� ���������� �.�. �� ��������� ��������� � ���������� ������� ������. ������ ������� ��������� �������������� ������ � ������� �����������. �������� �������� 80150 �������� � ������. �� ��� ����� ���������� � ������� ����� ������� ����������, �� ����� �� ������������� ����� �� ����� �� ������������ �����. ������ �������� �������� ����� � ������� ���������� �������, ��� ������� ����������� ������ � ������ ������� ������. ����� ����� ������ ����� � ������������� ���� ��� ��������� ������� ������.
��� ������� �������� ����������� ����� ������ ������ ����������� ��� ����� �.�. �� ������� ������ ������������� �����������, � �������������� ����� ��� �����.
�� ��������� ���������� ��������� ����� ��� ����� �������������� ������ �������� � ����, ����� �� �������� � �������� � ������� ���������. ����� ����� �����, ����� �������� ��������� ������.
���� �� ���������� ������������� ���� �� ��������������� �������� ������, ��������� ��� ����� �� 180 �������� � ���������� ������, ����� ������������� ���� �������� ��� �����. � �������� ������� ����������� ����������� ������������ �������� ����.
- ��������� ������� ��� ���������� ����������� ����� �� ������������� ������.
- ���������� �� ������ �������������� ��� ���� ����������� ������� �� ����������� �������� (���� ������� ������������� �������������� ������).
- ��������� ���� ������� ��� ����������� �������� ���������� � ������.
- �������� ������ � ������� �������.
���� ������ ����������� ���� ����� ������, �� ������� ���������� ���������� ����� �����, ���������� �������� ������ � �����. �� ������� ������ ������� ������ ���������.
������� �����
����� �������� ����� ���������� ��������� ��������� ������� ������. ���� ��� ������ ����������� ��� ����� ���������, ����� ������ � ������� ����� ������������ 220-500 ����. ������ ��� ��� ������ �������, ���� ��� ������ ������, ������� ��� �������� � ���� �� 5-10�����. �������� �������� ������� ��������� � �������� �������. ���������� ������� ����� ���������� ��� ����� �� �� �������� ��� �������. ��� ����� ���������� ��������������: ��������� ��� ���������� ������� ��� ���������.
 �
� �
� �
�
��� ������� ��� ������ �������� �� ������ ��� �����, ��� ����� ����� ������� � �������, �� �. �. ���������� ������ ������ ��� ����, �������� ������ ����� ��������� ��������, ��������� ��� �� ���������. ������������� ���� ������� ��� �������� ����� 10-18 ��������, ��������� � ������������� ���� 20-30 ��������, ����������� ���� 25 ��������. ������� ������ �� ������� ������ ���������, ����� �� ��������� ��������� ������� ��������. ��� ������� ���������� ���� �� ���� ������ �� �������� ��������. ��� ��������, ��� ���� ����� ������� ������ �������� �� ���� ����� ���������. ����� ����������������� �� ���� �����, ��� ������� ����������� � ���������� ������ �������. ����� ���� ��� �������� �������� �� ��� ���������� ������� ����� ���������� � ����� ������� �������� ������������ 1000 ����.� ��� ��� ����� ������ ������� ����������� ������� ��� �� ���������� ����� ������������ 3000 ���� ��� 6000 ����.
��� ������� ���� �� ����������� (��������) �� �������� ��������� (DMT) ������������ ����� ��� ������������.
������� ������� �������� � ���������� �������
�������� � ���������� ������������ �� ����� �������. ��� ������� ���������� ��� �������� �� ������� ������, ������� ��������� ��-�� ������ ��� �������, ���� ������� ����������������� ������ ����� (~300 ����). ����� ������� ������ ������ ����� 0,5 ��, ���� ���������� ��������� ������������������ ������� ������ � ������� ������� ����������� �������. ������� ������� ������ ����� ����������� ��� ������ �������������� ��� �������� ���� �������.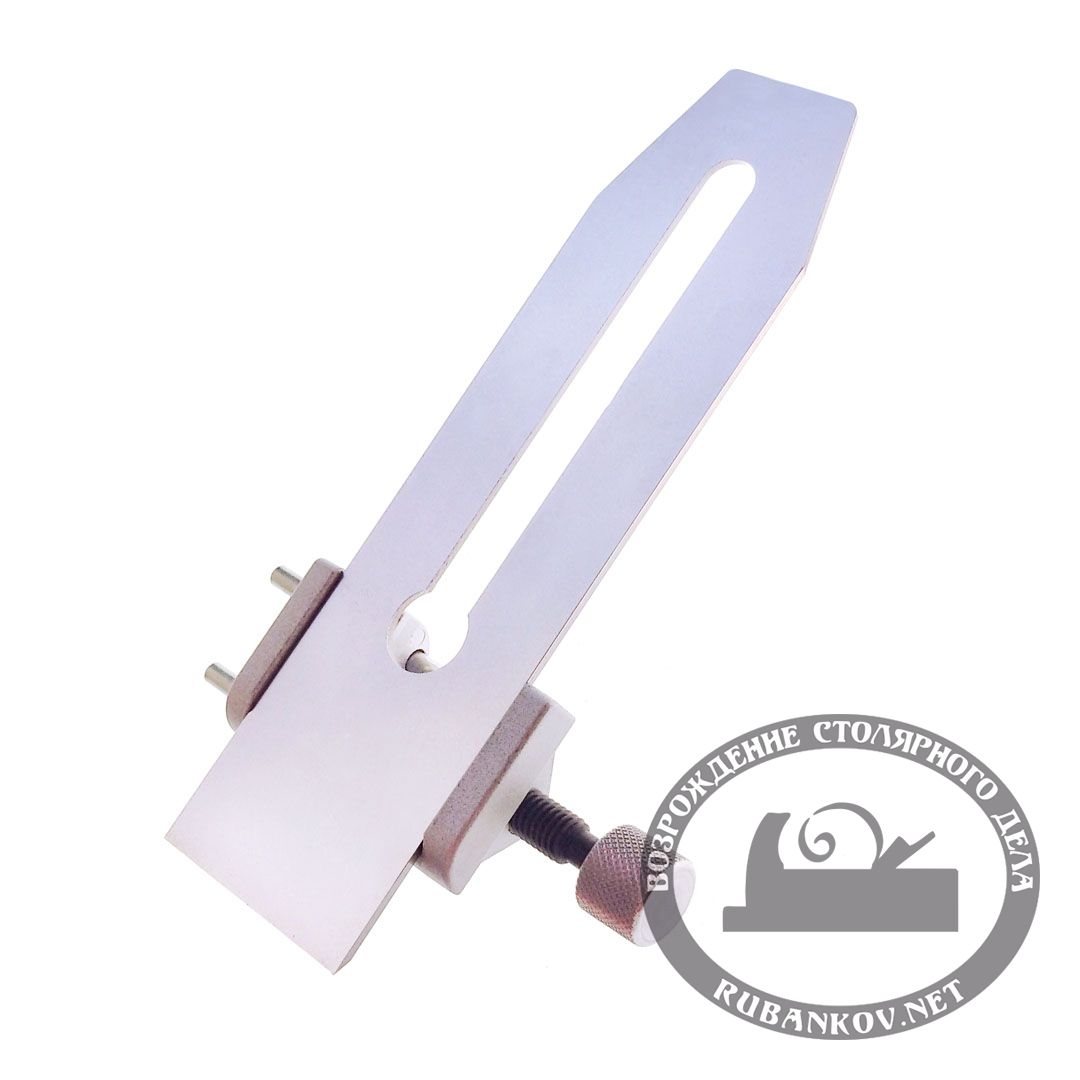 �
� �
� �
�
(�Veritas Sharpening System II,�Veritas Sharpening System�).�
������� ������ �� ������ ��� ��������� �����, �.�. ������ �� ������. ������� ���������� ���������� ����� ����� � �������. ����� �������� �������� ������� ������ �� ���������� ������ � ����������� ���������� ������� ���, ����� ����� ��������� � ����� ������� ����������� �����.
�������� ����� ������� �����
��� ������� ����� ������� ������������ ����������� ���������� �������. �������� �������� �� ������� ����������.
 �
�
������������ ������
�������� ���� ������ �� ������� ������� ��� ��� ����� �������� ���, � ��� �������� �������� �������. ����������� ���� ��������� ��������� � ������. ���� ���� ������������ ���������, ������� �� �������� ��� ������ ������ ��� ��������. ���� �������� � ������ ������� �����, � �������� ����� � ������ ������� ����� ����. ���� ������� ������ ������������ ����������� ���������. �� ����� � ���������� (�� ��������� � ��������) ������� ������ ����. ��� ������� ��������� ������� ������� ���, ����� ���� ������� ������ ��� 6045 ��������. ���� ��� ����� ���� ��������� ���� � �������, ��� ��������, ��� ����� ��������� ������������ ����� ��������� �� ���������� � ��� �������, � ������� ���� ������.�
 �
� �
� �
�
������� �������� ������
�������� ����� ��������� �� ������� �������� � ������ ������������. �������� ����� ��� � ���, ��� ����� �������� ����, �������, ����� ��� ������� ��������� �� � ���� ������ �� ������������� � ����������, ������� ������ ���� ������ �� ������� �����. ��� ������� �������� ������ ������������� ������������ ������ ������ � ������������������ ��������� ��������. �������� ������ Tormek ��� ������� Robert Sorby.
 �
� �
�
������� ����
������� ���� ����� ���� ���������� � ����, ������ ��� ������� ������� ������������ �������. ��� ������� ������ ����� ����� ��������� ������ ������ ����������� ����������� ������� ���� � ����� ������������ ������������. ����� ���� ���������� ������� ���������� ������ ���� �������. ������� �� ����������� ������������ ����������� ������ ��� ������� ���� ��� ��������� ������������������ ������ ��� �������.
 �
� �
�









