��������
������ �������� ������ ���������� ������������� ��� ������������ ���������� �����������, ������ �� ������ ������� ����� ����� ������� ������� � ��� ������� ����� �� �������� �������� ������� ������. �� ���� � ����� ������� ����.

����������� ������ ������� �� ������������ �������
������ ������ ����������� ����������� ������ ������ ������� �� ������������ �������, ��������� � ���������� ������������� �����������. ���, � ������ �������, ������� ������������������, ���� �� ���������� ����� ������� ����������� ����������� ������.
�������, ������� �������������, �������� ���������� �� �������, ��������������� ��� ������ � ��� ����� �� �������� ����� ��������, ��� ��� ����� ������������ � ������������ ���������� �����������, �� ������ ������ ��� ������� �����, ��� ���, ����������, ������� � ����������� �������� � ������ ����������� ��������, � ��������������, ������������ ������� ������������� ����� �������.
�� ��� ��, ��� �� ������ �� ������������������ � ������������� ������, � ����������� �� �������/����������/���������� ���������� ��������� � ������� ������ � ���.
�������, �� ����� ���������� ����� ���������� ��� ������ ������ � �� ������ ������ �������, ��� ��� � ���� ����� ���� ���� ������. � �� ����� �� ��� � ����������� ���������.
������ ��� 120 (�������������): ���������� � �����������
��� ������, ��������� � �������� ������ ������ �� �������������� �� ������ ����. ��� ������ ��� �� ������ �������������� �� ������������ ������. ����������� 120 ���� �� ������� JIS.
��� ����� ������ ����������� � ������������ ��� ������� ���� ��������� ���������: ������������ � �������� ������������� ��������� ������� ����� �����������, ������ ������� ����� �������� ��� ����� �������� ������ ���������� �� ������ ���������� �����������.
� ������� ������������ ����� ���� ����� ��������� ������ �������� ��������� ���� ��� ������������� ��������, ���� � ������ ������� ����� ��������� ������ � ���������� ���� �������, ����� ������ ���������� �� ���� �������������� ������.
������������� �� ������������ ������ � ���� ����� �������� ����������� ������ � ������ �������� ������� � ������� �� �������� �������� ������� ��������������������� ������.
� �� ������ ���������������� ��� ������� ���� ��������� ����������, �� � �� ������������������ ������ ������� �������� � ���� ��������.
���������� �������� ��������� ������������� ����� ������� ��������, ��� 64HRC � ����, � ����������������, � �.�. ����������, � ����������� ������� ����� 4-5%: ��� ����� ������ ������������� �������� � ����������������� �������� ���������, � � ���������������� � ������ �������������� ������ ������� ��� �������������.
�������, ��� ��������� ����� �������� ��������� � ����� ��������� ���������, ��������� �� ������������� ������ ������ �������� � ��������������� �� ������������ ������� ��������������.
�� �������� ������� ��������� �� �������, ��������������, ��� ��� ������, ��� ������� � �� ������������ ����������� ��������, �������� �����, ���, � �������, 440C, VG-10 �, ������� ��������� ���� ������ ��������� � ����������������, N690.
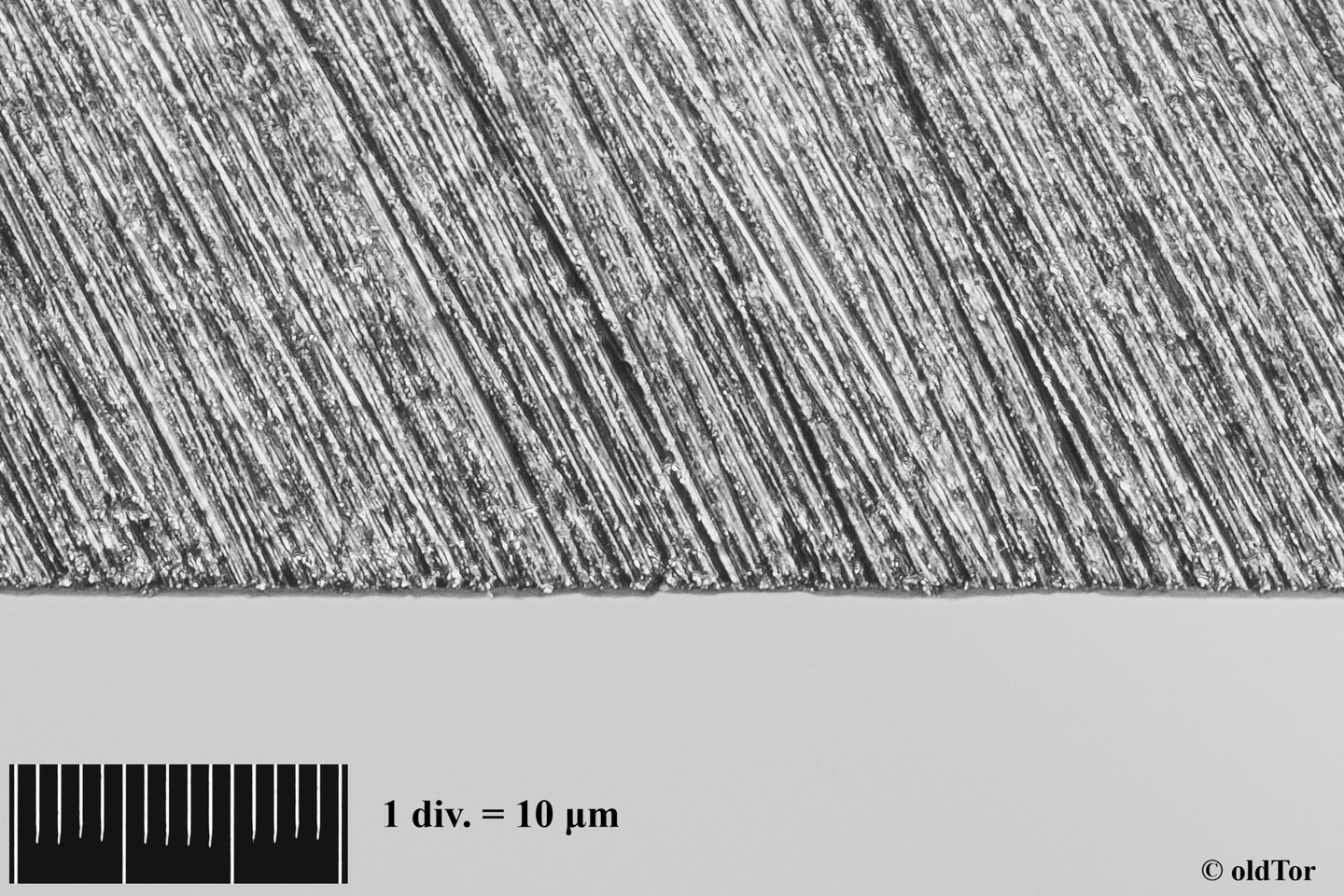
�� ������� ������ �� �� � ������� ���� ������. ��� ��� ������������� ������ ���������� � ��������� ���� ������� � ������� ���� ����� 38 �������� �� ������� ���� 32 �������.
����������� � ���������� ������
������ � ��������� ������� ������� ������ 3, ����� �� ������ ��������� �������� �������� (��� ������ �������� ������� ��������� ����������� ������������� ������), �� ���� ����� �� �����-�� ����� ���������� �� ������� ���������, �� ���������� ����� (� ��� ��� ��� ������ ��������).
������, ������, ��� ������� �������, �� ���������, ����� ����� �� ��������� ��������. ��� ������� ��� ��������� ����� ��� ����� ��������� ������� ���������, �� ��� ����������� ����� � ��������.
������, �� ��������� ������� �� ������������ ������, �� ������� ��������� ������ ��� ���������� ���������, �������, ��� ���������� ������ ������ ���� ����� ������� ��������� �� ��������� ���������� ����������� �����, � ������ �� ��������������� ���, ��� ���� �� ������ ������ ������ �������, ��� ������ � ������������� ���������.
����� ������ �� ������������: ������, ��������� �������� ������ ������� ����� ��������� ���� �� ��� � �������������.
��������� ������ N690: �������� ���� 38� 32�
��������� �� ������� ���� � ����������� � ������� ����������, ���� ���������, ��������� �������������� �� ��������� �������: �����������, ������� � ��� ���������� ������������ ������������� ������� ��� ������� ����� �� ������������, ����������� ���������.
��� ����� ��� ������ �����������, ��� ������� ������� ���������� � ������ ������ �� ���������.
� ������ ������ � ����������� ���������� ����������, � ������� ��������� ����� � ������� ������� �������� ����� ������ �� ������� ���� �� �����: ����������� ����� ���������� ������� ��� ������� ��������� ��������. �������� ��� ��������� �������:

������, ��� ��� ���� � ���� ������� ����������� � ������������ ��� ����� ������ �����, � �.�. � �� ������ �������, ������ �������� �� �������� ������� �������� ��������, � ��� ���� �� ���������, ��� ��� ����� ������ �������.
��������� �� ��������� ������� ���� ������ ������� ������� ������ 2 ������ 45 ������ �� ������� ��������� �������� ��� ���������� ������ ����� � ��� ���� ��������, ����� �������� ��� ���������.
�������� �� ��, ��� ������ �����������, ����� ��-���� ������, � � �� �������, ��� ����� ������������ �� �������� ������� ���� ������� � 38 �� 32 ������� ����� ��� �����������������.
��������� ������ � ������� �� �����
��� �������� ��������� ������: �������� �� ��, ��� ���������� ������ ���� ��� ������ �� ����, ��� ������ ���� ���� � ������ ������ � ����� ���������� ������, ����������� ������ ���������� ��������� ������ ������ ������������� ����������, � �� �����������, �� ��� ������ ���� ���� ������ ������.
��� ���� ��� � ��������� ������, ����� ������� � ��������� ������ ������� ������.
�������� �� �������� ����������� ������, ���������� ���������� � �� ���������: ��������� ���������� ���������� ����� ������������, �� � �� ������ ������ ������, � �� ������ ������ ������ �� ������.
� ���� �� � ��� ������ �� �������� ����������� �������� �������.
����� ������ � ����� ���������, ��������� ������ ���������� �����������, ��������� � ��������������:

��� ����� ���������, ��� ������������ ������� ���� �� ��������������, ������������ ������� ������ �����������.
������, ����� ������ ������ �� ������ �������������� �� ������������ ������ �������� ������ � ������� ������� ������� ������ �����, ������� ������ � ����� ����������� � �����������, ��������� ������������ �������.
� ��� �� ����� ������: ����������, ������� ����� ����� ������������� � ������, ����������� � ������, � ����������, �� ��������/��������� ������ ������ �� ����� ��������.
�� � � ������������ ����� ������ ������ ����� ������ �� ��������.
�� ���� ���������� ������ � ����������� ������� � �� �������� ������ ������� ������ �� ����� � ������� ���� � ������� ����� � ��������, �� ����� ������� ���������� ��������� �������������� ������� � �����-�� �������� �������� ������ ����� ������ � ����� ������� ������� ����� ��� ��������.
������ ������� ���� ����� ���� �� ��������� �������:
������ ��� ����������: �������� ������, ������������� ���������, �����, ��������������, ���� ��� ���������� ������������� ����������� ���������� ���������, ��������� �������� ������.
������������� ����������� ������� � ����������� ��� ���������� ������: ����� ���� ���� �� ������ ��� ���, ����������� �� ��������� ����������� �����������, ��� ����� ������.
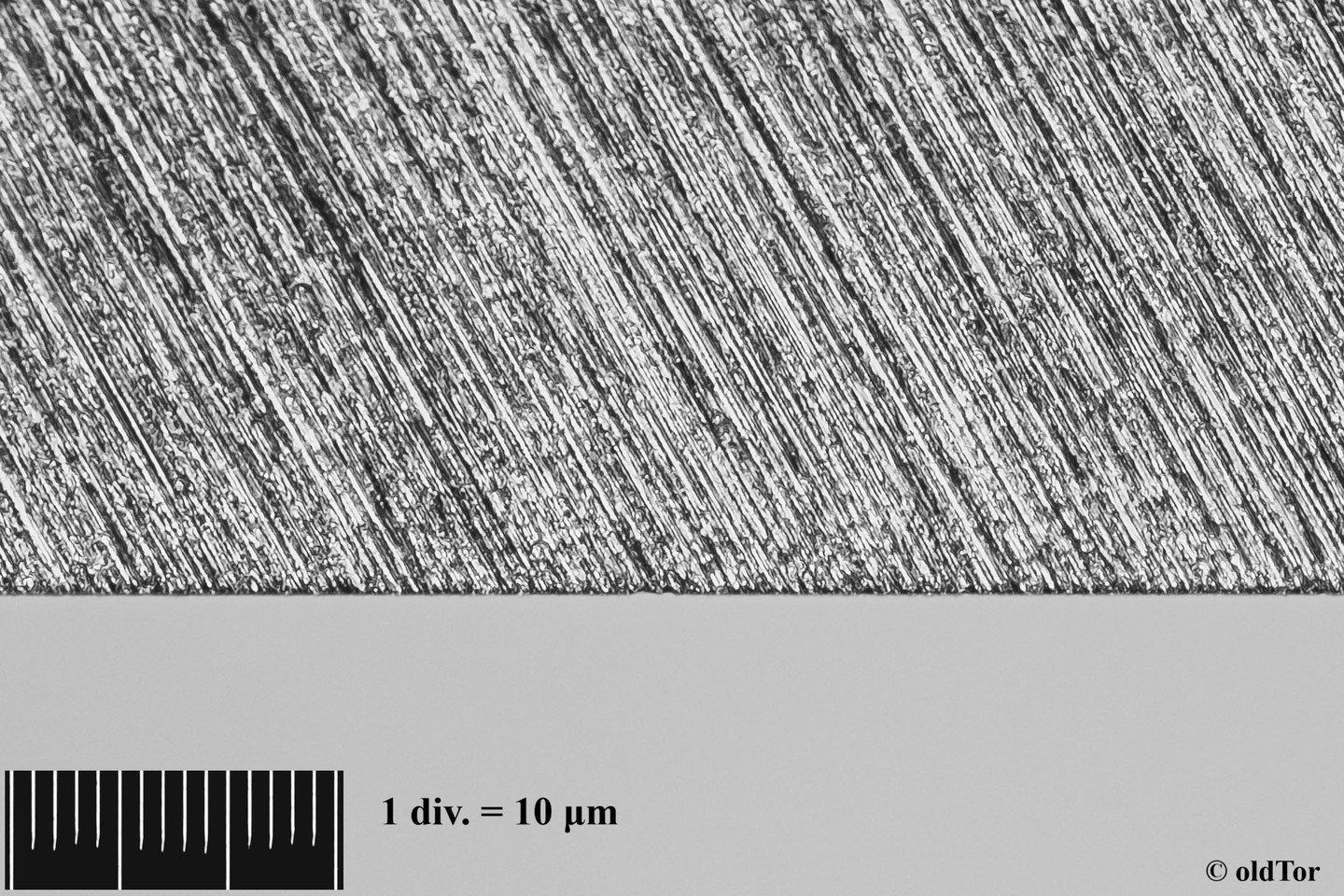
������� �� J-500-VB (������ �������)
��������� � �������� ������ J-500-VB ������ ������� �� �������� ������ ������. �������� ������������������ ������� ������� � ����� ���� �������, ����� ��� �� ����������� ����� ��� ��������.
������� � ������ �� ��������� �������� ����� ������, ����� ������� ����� �� ����������� ������ � ����������������� �������� �������� �����. ��� ���, ����� ������ ���� ��� ������, ��������� �������� ����� �� � ��������� �� ���������.
�� ��, ����� ������� ����� ������ ����������� �������� � �����, ������������� 1 ������ �� ��������� �� ������ �������.
����������, ������ ��� ��� �������� ������ � ��������, ��� ��� ��������� ���� ��� �������� ���������� ��������� ��� �� ���������� ������ �������� ��������.
��������������� ������ � �������� ������
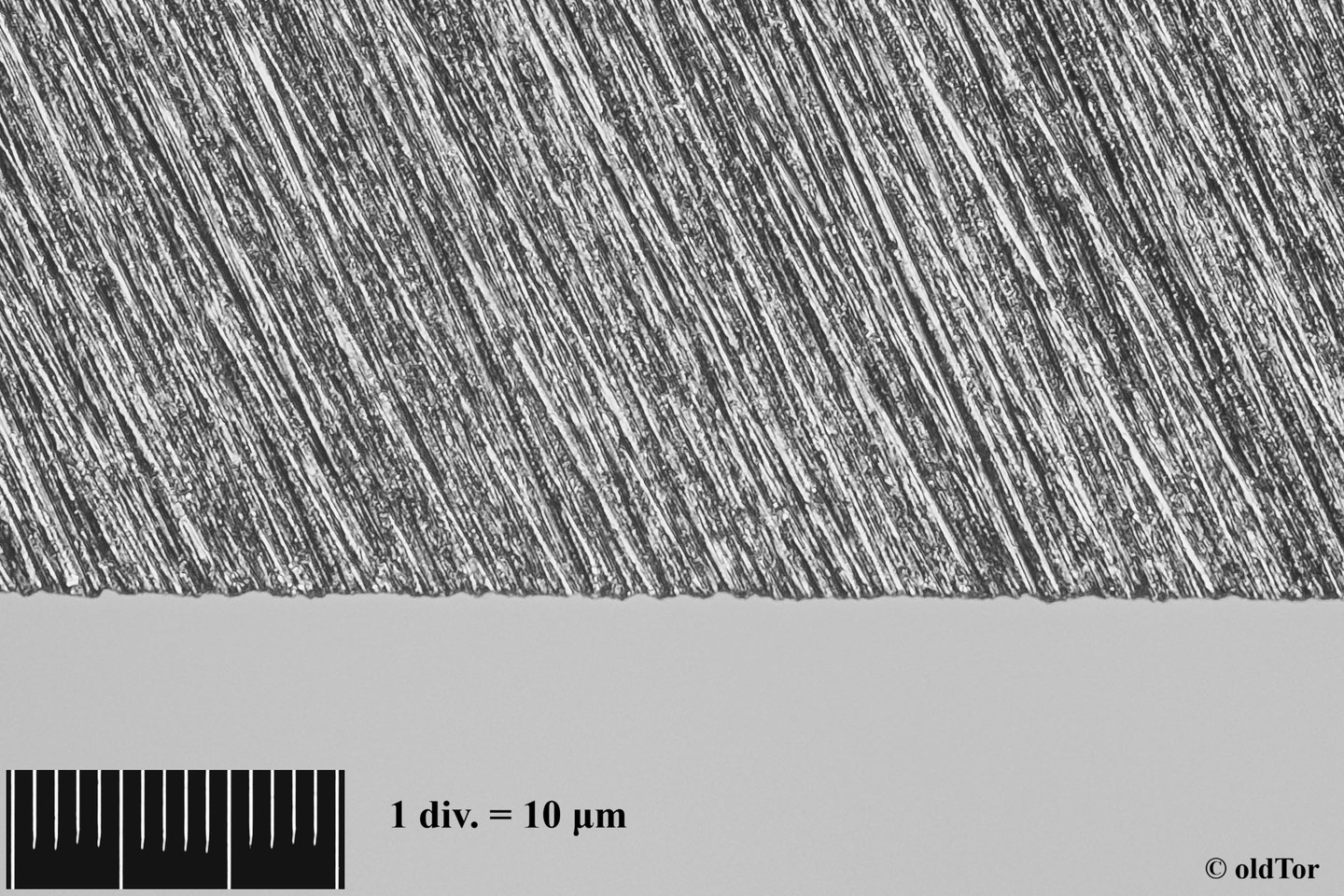
������� ����� � �������� ��������������� ������, � ������� ������� � ��������� ������������ ����� ������ P1200, �������� � ��������:

������� �������� �������� � �������� �� ������ ������������� � ������� ���������� ���-2, ������� ����� �� ������ ����� �� ������.
����� �������� �������� �����, ��� ������� ������� ����� ����������� ��������, � ������ ���� ����� � ����, ��� � ��� ����� ������� � ����������������� �������� ���������� ���������, ��� ������ ����� ������� ������� ���������� ����: ��� �� ������ ��������, �� �, ��� �������, ��������� ���������� ����� ������ ����, ����������� ��������� �� ������� �� ������� ������� ��������� ���� �������� � ������� �������� ���������.
��������� ������, ����� �������� �� ������ 500 ���� � ��������� �� �������, ����� ��� ������������� ������� ������ ��������� ������ ���� �� �����.
�� ��� ������������� 1 ������ 10 ������ �������� ��� ����� ������ ������.
��� �� ������, ��� ������ ��� ����� �������-������ ������, �� ����������, ��� ��� ���������� ������ � ����, ����� ��������� ��������� ����� ���� �� �������� ����� ����� �� �������.
����������� �� ������� ��� ������ �������� ��� ������, �� ������ 500 ���� � ���� ����������������: �������� �������� ���������, ����� ����� �� ������� ����� ������ �������, �� �������� 500-� ������ ���������� ���� �� ����� ������, ������� ���� ��������� ��������.
��������� ������ ���� ��� �������� ���:
��������� �����, ��� ������ ��� ����� �������, ���� ���, ��� � ������ ����, ��� �� ��� �����, ��������� ������������ ��������.
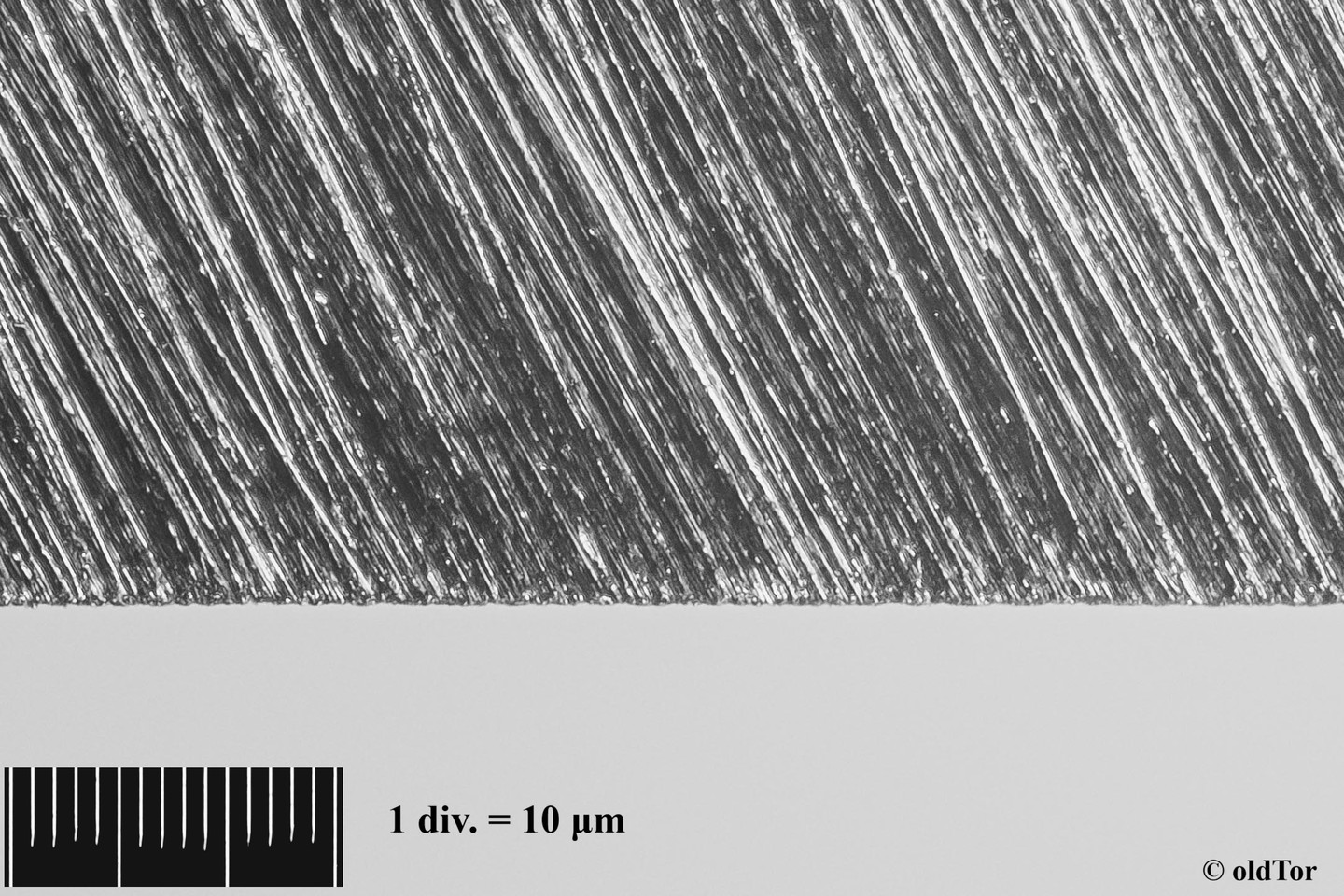
������� �� I-2000-VB � ��������� ������� �������
����� � ���� ����� ������ I-2000-VB ���� ������ ������� �� ������������ ������, �������� ������.
��� ������ ����������� �������, �� �� ���������. ������� �� ������ �������: ��� � ��� ��������� �����, ����� ��� ���������� �������� ��� ������� ������ �������� ���������.
��, ������ ����� ������ � ����� ����������� � ������, ���, �������� �� �������������, ��������� ������� �������: 15 � 12 ������ ��� 500 ���� � 2000 ���� ��������������.
��� ����������� � 500 �� 2000 �������� ���������� ����������.
�, �����, � ������ ������ �� 2000 ������� ������ ������ � �������� ����� �� 500 ���� ����� ������:

�� ��, ����� ����� �� ���������� ���������� �������� ������, ��������� ��� ������ �������, �.�. ��������� ����� ���������� (��� ����������, ��� ������ ����� �������� � ��������� �������� 35���.) ���� �� 30 ������ �� ������ ������� ������.
�� ����� ��������� ����������� �������� ��� �������, ����� ����, � ���� ���� ���� ���� �������� �� �������� ������� �������� �� ���� �����: ��� �� ����� ������ ��������������� � ������� ������� ���������� �� ����� ������.
��� ��� � ������ ��� ���� ��������������� ������, �� ��� ����� ������������ � ��������� ��� �������, ����� ������� ������ 10 ��������. �� ��� ���� ��� �������� ������� ������.
������ ������ ����� ����� � ������������ ����� ����������, ������������ � ������ �����������������, �������� �� ���� �������� ���������� ������������� �����:
��� ����� ������������ �����, ��� ���������� ���������������� ������� �������� ��������� ���������� ������ ������ ��������, � �� � �� ������ ��������, ���� ������ ��� �������� ������ ���������� �� ��������� � ����� ���������, � ������������� �����, ���������� � ������ ����������� ���������, ���������� � �������� ����� ����� ����, ��� ������ ������������ ���, ������������ ���������� �������� ����.
���� �� ������� � �������� �����������
��� ��� � �����, �� ������ ���� ��������� ������ �� ����� N690 � ���������� ������� ���� ������� � 38 �� 32 �������� � �� ��������� ������� ������� � ���������� ������������� ������, � ���� ���� ������� ������� ������ �� ��������� 7 ����� 25 ������.
��� ���� ����� ����� �������� �� ����������� ���������� �������� � ��������, ���������� ���������������� ������� � ���� ������ ��������� ���������, �������� �� ������������� � �������/������������� ��� ����������� �������, ��� � ����� ��� ����� 10 � 11 �����, ���� ��� ������ ������������� �������� � ��������� ����, ��� ��� ���� ��� ��� ������������� ����������������� ���� �� ����������.
��� ����, ������, ��� ���� ���� ������ ������� ���� � ���, ������������ �� �� ������ �� ���������� ������, ��� ���� ��, ���� �� � ��������� ���, ������, �� �����-������ ������� � ���������� ���������� ������������ ����������� (� ����������� ����������� � ���� ���� �� ��������� ����� ��������� ���������� � ������� ��������, ��� ��������� ������ �� ������), ��, ������ �����, ������ �� ���������� ��, ��, �����, �� �����-�� �������.
��� ��� ��� ����� ������������ �������� �������� ������� ���������� ����������� ��� ������� ������ �����, �������� ����������� ��������� � ���������� �� ������������� ����������� ������� ������, � ��� ����� �������� � ���������.
�� ��� ������������� �������� �������, �������� ���������������� �����, ������������ � ��� ����� �� ������������ �����, ������ �� ������� ������������� ������� ��� ���������� �����������. � ����, � ��������, ���������� �������� ��������������.
�������, ���� ������� �����������, ��������, ���-��� ��� ����������������, �� �������, ����������� ������������ ������ �� ������������ �����������, ����� ��������� �� � ��������� ��������, ��� � �� ����� ������� ����� ����� �������� � ����������� � ����� �� ������, ����� � ���������������, � ���, ����� ���� ��� ������� ����� ������ ����� ���� ��������� ����� ��������� �� ����� � ������ ��� ��������:

������� �������� ���� � ����� �� ����
���� ������ �� ������ �� ������ ������� �������� ����������, � ���� ����� ���������� �� ������� �� ������ ������� ������� �� ���� �����. �������, �����-����, �� ������ �������, ���� �������� ����� �� �������������� ��������� ��������� ���������� �������.
�� ������ ������ � ������� ����, �� ������� � �������� ��� �������� �������.
� ���� ��������� ����� ������, �������� ��������� �����, �������� �������� �� ����� ������ 7 � ����������� �������� �� �������� � ��������������, �� ������ �� � ������� �������, ���� �� ����� �������� ��� ������������ ������ � ������� �, ����� �������� �������� ���������, ������� �� ����� ������������ ��������, �� ���� ��������� ���� ���������� �� �������������� ������, ���� ��� �� 9��, � ��� ��� ��� �� ���������������� ����������� ������ ������ � ������� ��������, ��� ����� ������������� �� �������� � ��������� ����� ������������ ����.
����� ������ ������ ���������� ��������� � ����������� ������������, ��� �������, ��� � ��� �� ����� ������� �������� (��� � ���� �� ������ ���� � ���� � ����� ���������� ��������� �������� �������� ����� 0,25��., ��� ��� ���������� ����� ���-������ � ������� ������ ������� ��������: �������� ���� ����� �������� 0,230,26 � ��������� ��� �������), ������ ���� ������� ����� �������� � ��������� ������ 1000 ���� �� ������� JIS.
��� ��� � ������ � ��� ��������� ������� �� ������ I-1000-VB.
��������������� ������ � �� �����, ��� ��� ����� ������ ��� ������� ����������� � �������� �� ���������, �.�. ���������� � ���� ���� ����������.
�������� �� �������, ��������� ����� ����������:
��� ������ �����, ������ ������������ ��������, �� ��� ����������� ����������������� ���������.
� �����-�� ���� ������ �� ������ ���������� ���������� � ��������� ������ �� 2000-���� �� ���� �� �����, ������ � ����� �������� �� ���������������.
�� � ���� �� ����� ������ �������� �� �������, ��� ������ �����, �������� �� ����������� 4000 ���� �� ������� JIS.
������, ���� �� ����� ������� ����������� � �������� ����, ��� �������� ��������� ���������������� ��������� ����� ������������ �������� � ���, ��������� ������ ��� ������ ������ �� ������������.
��-������, ����������� � ���������� �������������� ��� ��������� ������ ����� �������� �� �������, � ��-������, ���� � ������ ��������� ������ � ���� �� ������, ������ ������� ��� �� ������� �������, ��� � �� ��������� ����������� ������, ���������� ��� � ��� �����.
�� ����� � ��������� �������� 3 ������ � ������� �������� ������� ������������ ������ � �������: � ����� �� ������ ������ ������� �������.
��� ����, ������, ��� ���� ����� ����� ����� ���������� ��� ������������� �������, ������������� �������� �� �������������, � ������� �� ������, �� ���������.
����� ���� ��, ������, ���� �������� ��������� �� ������, ��������� �� ��� ����� �� 1000-���� ���������� � ������� �����������, �� � ������ ������ � �� ���� � ���� �������������: �������� ������� ������� ������� ����������, ������ ����� ����� ����������, � ���������� �������� ���������� ������ ����� �� ���� ����� � �������� ���������� ������ ����� �� ������ ��� ��� �� ����� ��������� ����.
�����
��� ��� ������� ������� ����������, ��������� ��� ��������� ���������� �����������, ������ ������ ���� ���������� � � ������������ �����, ������ �� �������� ������ ������ � ������� ����������.
�������, ��������� ��������� ��� ��� ���� ������ � ���������� � �� ���������� ������ � �������� � ������ ������� ���� �����.
���������� ����� ����������� ����������� ��� ����� � ���� ��������� ������ �������� ���������� ����� � ����, ��� ��� � ���������� ������������� ����������.







