���������
����� ���
0
����4
�����4
�����60
����������� ��������� ��� ������� ��������� ��������
����� ������ ������ �. �. (aka oldTor)�
�������� � ���������� ������
�� ��������� ��������� � ��������������� ����� ������, ��� ������ ���� ��������� �� ������ �������� ��������. ������ ������ � ������� ������������ ������ ��������� ��� ������� ��������� �������� ����� ����� ������������ ������� ����������.
 �
�
�������� ������: �������� � ���������
��� ������������ ���� ������� �������� ���������� ����� ����� ������� 12��, ������������� �� ����� 9��. �������� ������ � ������ ������� ������ - 59-61HRC. ���� ��������, ��� ����� 9�� ���� ����������� ��� ��� ��� ������������ ������� ������ �������������������� ������������.
����� 9�� - ���������������� ������������ �����, �������� ����� ������� ���������� � ����������������. �������� ����������: ���� � �������, ������� ����� ������������ � ������������ ��������� � ������. ����������� ��� ������������ �������� �����������.
������ ������ �������� � ������ ������
��� ����� �������� �����������, �������� �� �������� ��������� ������� ����� ��������, ��� ������� ������� ������������ �������� �� �����-������������� �������, � ���, � ������ �������, ��� ���������� ������ ������ ��������. ���� ��� ������ ���������� �� ������������������ ����� ��������� ��� ������ ��������� ���������� ������ ������ ������ �� ������ ������� ������� �� ����� ������������� �������. � ���� ��������� ��������� ��������� � �������� ����� ����������.
��� �� ������������� �������. ��� ������ ����� ����� ������ �������� � ������ ������� � ���������.
�� ��� �������� � ������� �������� � �������� ������� ����� �������� �����, ������� ������ ����������� � ������ �������� � ����������. �������� ��� �������� ������ �� 50 HRC.
�������� �� ��� ���������� �������, ��� ������ �������� ����������, ����������� �� ������ ������� ������� �� ������������ �������� ������ �������, �������� ������������ ���������������� ��� ������� ��������� ��������.
������ �������� � ����� ������� �� ������
��� ������, ����� ���������� ����� ����� � ������� ����������� ����� ���������� ������������, ���������� ��������� ��������� � �������� ��������. ������ �������� ����� ����� ���������� ����� �������� �����������, ������ � �����, �������� � ��������� �������. ��������� ������� ��������� �����, ��������� ����� �� ��������� �� ����� ��������������� � ���, ��� �������� ������ ��������� ������� ������������ �� ���������� ������ ��������.
��������� ��������� ������ ����������� (��� �� ������� ��������� ��� ���� ��������) ����������� �������, �.�. ��� ������� � ������� ����������� ���������, ��������������� �����, ������ � �� ���������, �������� �������� ������������� �� ��������� ����� 100�� �� ������� ������.
������ ����������, ����� ��������� ���� ������ �������� �� 50 �� �� ������ - ������ ��� �� ��������, ���� ������ ������ ��������.
����� �������� ���� ����� ������, � � ����� ������� ������ ���� ��������� ������� ��� ����� - �, ������, ������������� ������������.
��� ���� �����: ������� ������ � ������ ������������� ������� �������������, �� ������������ ����� ������� ��������� - ����� �������� ��� ������������ ������ �������� ����������. ������� �� ������ ������ � ���� ����� ���� ������: ����� ������� ����� � �������� ���������. ��� ���� ����� ������� - ��� ������� � �� ����� �������� ���� �����, ���� ���� �������� ����:
 �
�
��� ������ ������. ����� ������� ������ ���, ����� ����� ��������� ��� ������ ������� ������, ��� ������, �� ������������ ����� ��� ���������. � ����� ������ ������ �����: �������, � � ����������� ����� ����� ����������.
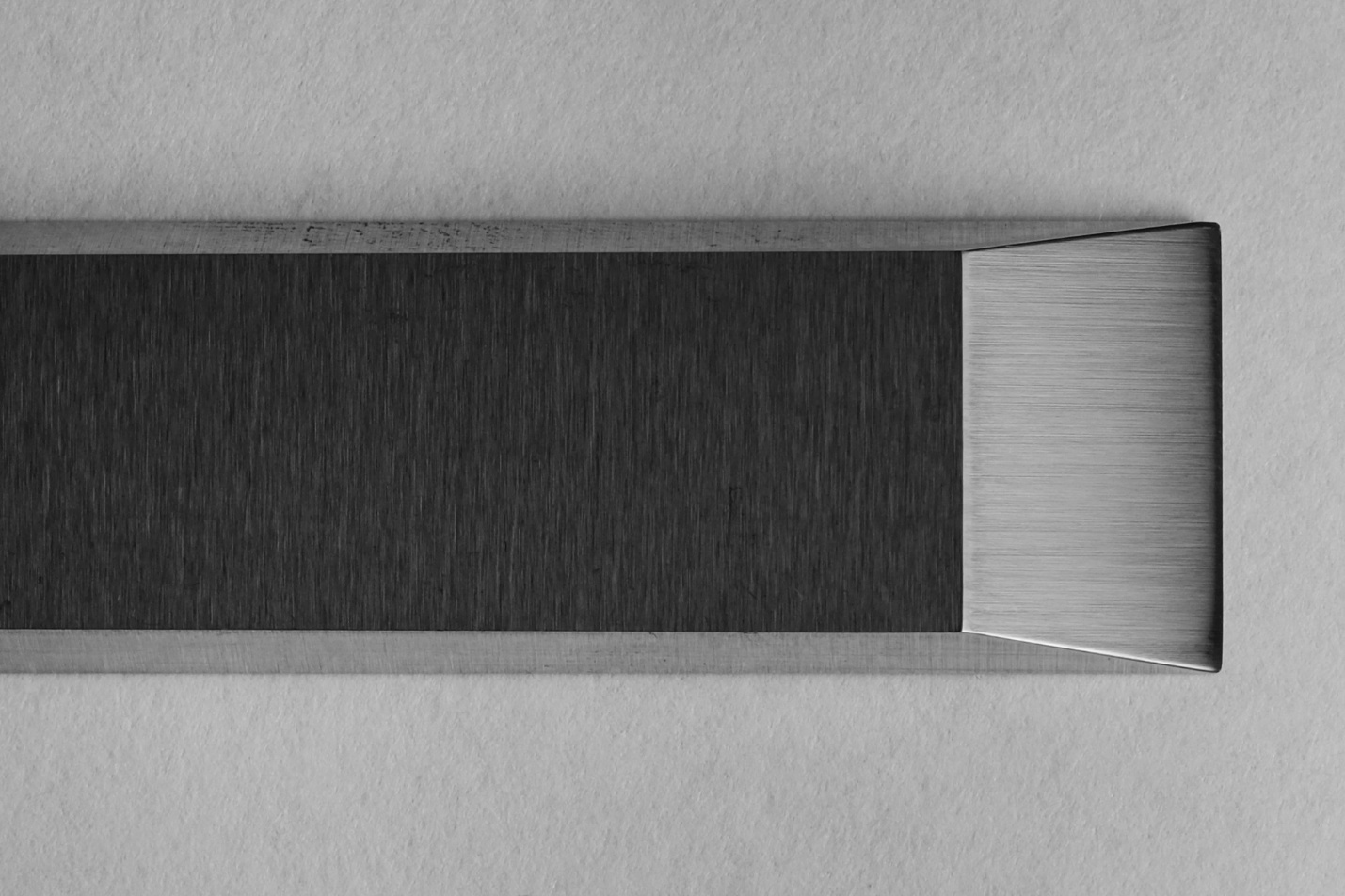
��� ������� �������. ���� ����� ������ ������ ������ ��� �������� ����� ������ ������ ��������, ��� ������ ������� ����� �� ��������� ���������.
��������� ������� � ��������� ������
��������� ������� �������� ����� ������� ��� ������������� �������. ������� �������� ������ �������� ����� ������ ������� � ��� ����. � ���� �� ������� � �������� - �������� � ������ ��� ������ � ������, ��� � �������� �� �����.
�� �� � ����������: ������ � ������ ������� ���������, � ������� ������ ���� ������� � �����. ��� ������ ��� ����������. ������, ���� �������� ����� �� ��� �������� ��������, ��������� ������ ����� ������� ���������������:
����� � ������ ������� �������� ��� 30�, �� �������� ���� � ����� ���������� ������. ��� ���������� ��-�� ��������� ������� ������ ���������������: �� ���������� � ������� ������ ��������� � ������ ����.
�������� �������� ���� ������:
-
�������� ���� ������ �� ������ ������ �����������
-
��������� �������� ������ �� ������
-
��������� ������� � ������
-
������ �������� ������� �����, ���� ������������� �, ���� ������ �� ������ ������� ������
-
���� �� �������� � ���� ������ � ���� �������� ���� ������.
 �
�
������ ���� ��������� (����� �������)
����� �� ����������� � ����������, ����� �������� �����. ���� ������ �������� ������, ����� ���������� ������, �� �� ������ ���� ������: ��������� ������� �� ����, ����� ���� ����� ������ ���� � ������ ����� ����� ������.
��� ����� � ���� ������ ������ ���������� K-360-VB: ������-������ ������, 360 ���� (JIS), ������������ ������, ����� ������ ������ �������. ���� �� ������ ���������, ����� ��� ��������� ����� ����� ������� ����� �� ����� ������.
����� ������ ����� � ������� ���� ����, �� ��� ����� ��� ��������� ������ ���������, ����� ������� ����� ����� ������� ������, ��� ������.
������ � ���� ����������� ������ � ������� ���������� �������. ��� ����� ����� �� ����� ������ ������: ������ �������� �������� ��������� ������, ������� ������ ��������� ������, � ����� �� �����������.
� ���������������� I-800-VB. �� �� ������������� ��������� �� ������ � �����. �� ���������� �����: ����������� 800, � ������ �����, ��� � ����������� �����.
���� �� � ����� ����� �������� ���� �����, � �� ���� I-500-VB � I-1000-VB. �� ����� ������ ����� �������� ��������, ������� ������ �������� �����������, � ������� ������ ������� ������� ������ ����� - ����� �� ������ �������.
������� ����K-360-VB + I-800-VB ��� ����� ����� � ������ ���� ��� �������� ������� �� 8 �� � ������.
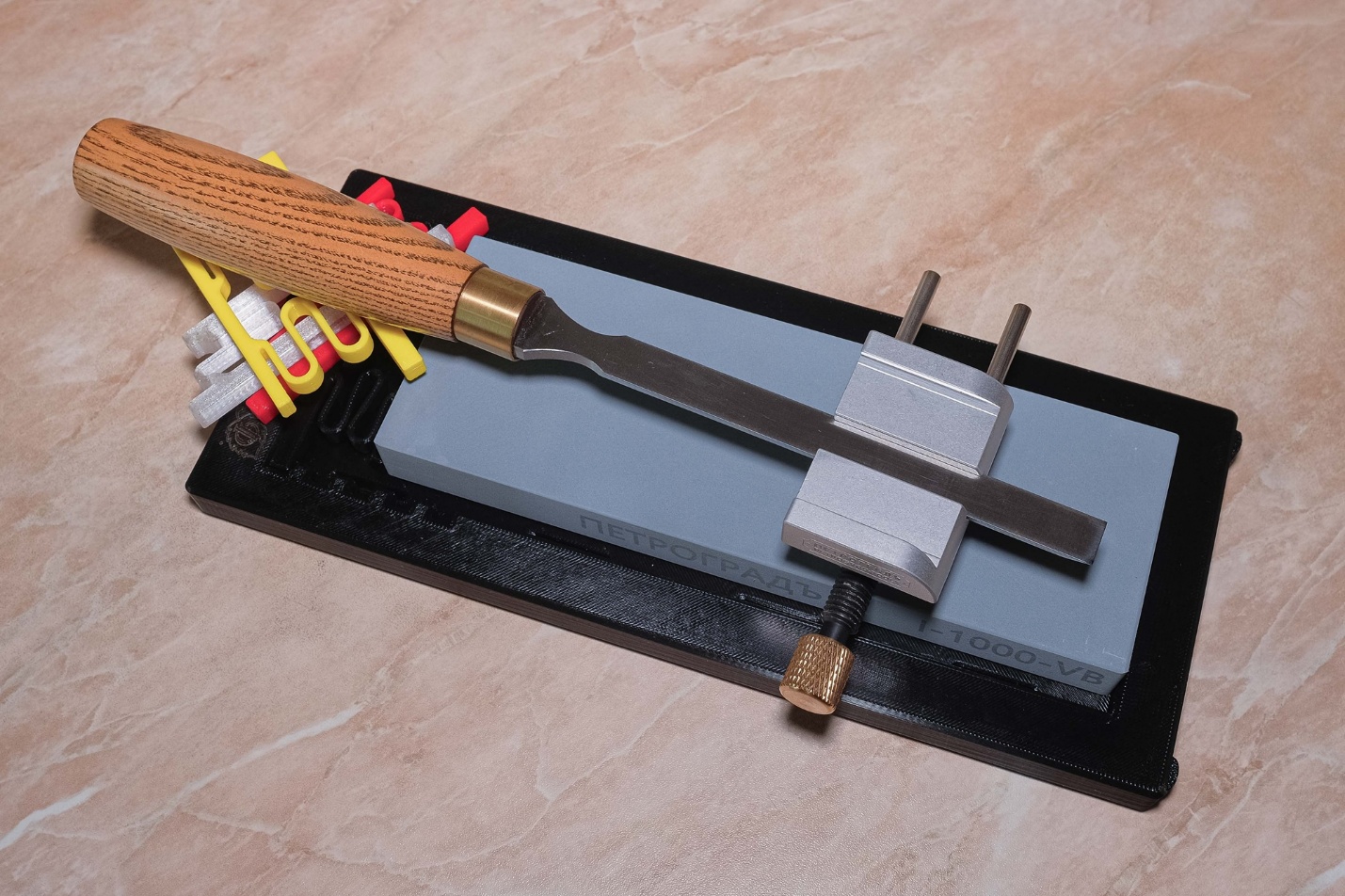
��������: ��������� ������� � �������
����� ������ ��� ����� ��������� ������� � ������� ��� �������, ����� ��� ������� ���������� ������ ����. �� ������ ����: ��������� ���������� � ������������� ������, �������� ��� �������� ������� ������ �������� � ������� ����������.
��������� ����� �������,���������� ����� �� ����� � �� ��������. ����� ���� �����, ������� ������� ���� �������� ������� ����� ��������� � �� ������������. ������ ����������� ��������� ��� ���� ������, � ���� ����� ������� ������ - ��� ����� ���������� ����� ����� ��������� � ���������.
������� ����� ���������� �������������� ��������� � �������� ����������. ���������� �������� ����� � ������, ��� ������ � ���������. ������� ��������� ������� ����� ��������, ����� ������� ������������! ������ ��� ������������ ������: �������, ����� ���������� �������� ������������� ������, ������ ��� ����� � ���� � ����� �� ���������� ����������, � ������ �������� � ��� �����������.
��������� ������ � ������������ ������
������� �� K-360-VB, ���� ��� ����� �� ����� �������� ������ �� �� �������, ��� ������� ��������� ��������. ������ ������ ��������� ����� � ����� ��� ���������, ������� � ��� �� �������� - ������ �������� ��������� ����� �����������. ����������� ������ 10 �����. ������, ��� ������ �����, �����: �������� ��������� ��������, � ���� �������� �������, � �� �����������. ���� �������� �����, ������ ������� 2-6 ����� ��� ���� ����� ������.
� ������ � � ����� � ���������� �������� �� ����� �����, ����� �������� �������� � ��� ������� - ��� ����� ���������� ������ � ����������� ������� ���������� �� ���� �������� �� ��������� ����� ������ � ������.
�� �� ������ �� I-800-VB, ���� ����� �� ���� �� ����� �� ������. ������ ������� ��������� ����� ����� �� ������ ����� �������� - �� ������ ��� �� ������ � ������ �� ����� ������ ������. ����� ����� �������� � �����: ������ ������� ������ ������, ����� �����. � ������ ������������ ����� ������ ��� ������ �������� ��� ��� ����� ������ �������������.
���� ����� ������� �� ����, ������ ���� �������� � ���� ������� �����������, ���� ������� ����� �������� � �� ���������������� �������(�� ��������) � ��������� ���������� � ������. ����� ������������ - �������� ������, ������ ����� ����� ������ �� ������.
������ ����� ������, ������� �� ������� ����� ������������. ����� ����� - ������ ��������� ����� ���� � ����� �� ����������� ��������� (1-2 ������). ����� ��� ������ �������� ������� � ����� �� ������� ��������. ����� ������ ����� ����������� � ����� �� ��������� ��������� ������� ����� ������.
������� �����: 360 800 1500
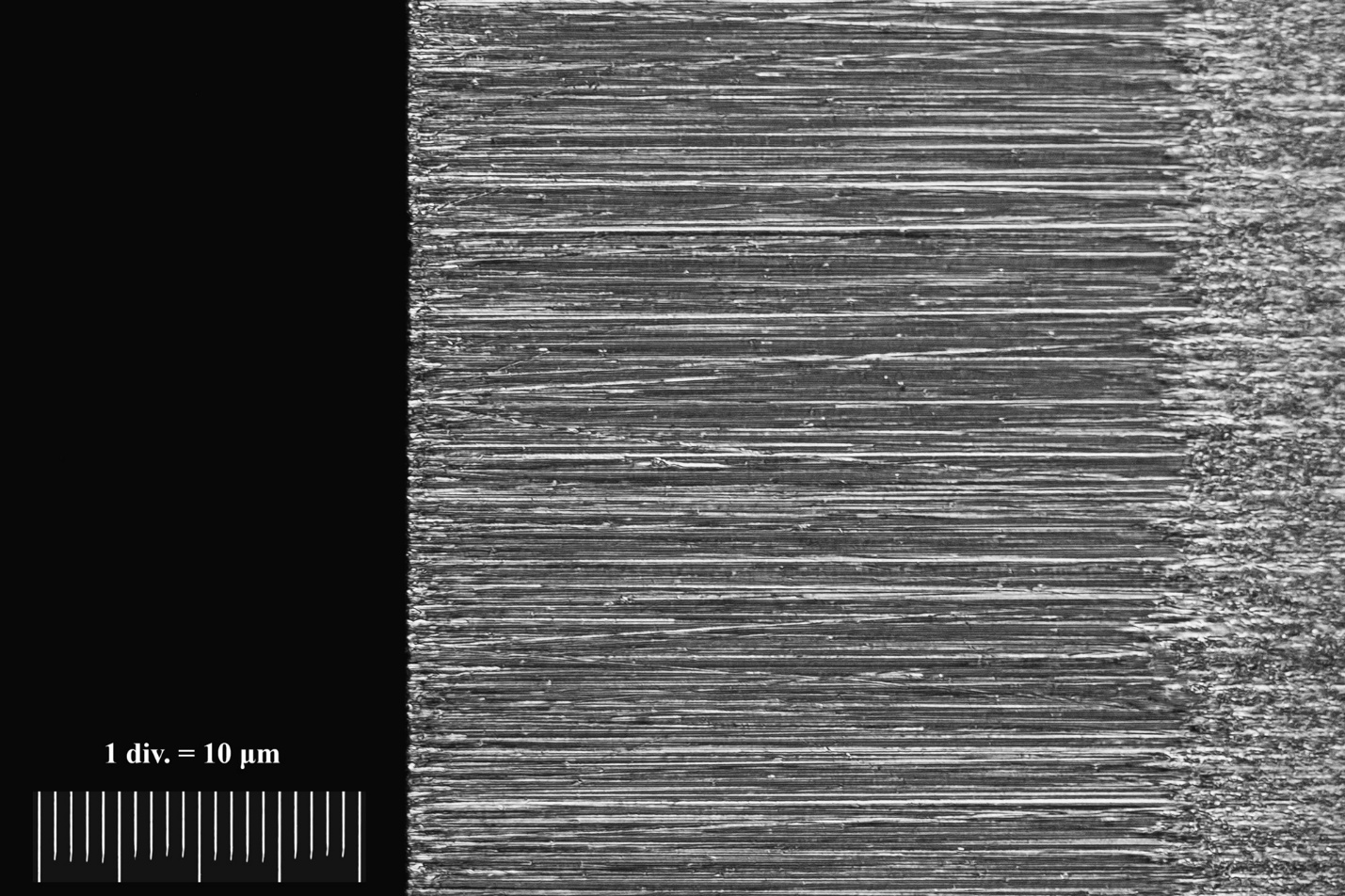
����� � �������� �� ����� ������ K-360-VB � ������� ����� �� ������� ����������, �������� ��������� ���� 30�. ����� ������ ��� ������� � ����� ����� ����������, � ����� ����� ����������� �������� ��������� �������� ������ - �� ��������� ��������� ��� ������ �����.

�� ����� � ����� ������ (������ ����� ��������������) � ���� ���� ����� 3 �����, �� ����� ������� ������������ ������: ����� ������ �������� ���������, � ��� ������� �������� ������. ���������� ������ - ������ ��������� ������� �����-����, ������ �������� ������ ����� ������.

������ � ��� ������� �������� �� ����� �� 360 ���� � ������� �� 800 ����. � ����� ����� �������� ��� ������ � ���� �������: ������ ������ � ������� �����. ��� �������� ���������� ������. ������ ��������� ���� ��������, �� �� ������ ����� ������ �������� �� ����� �������:
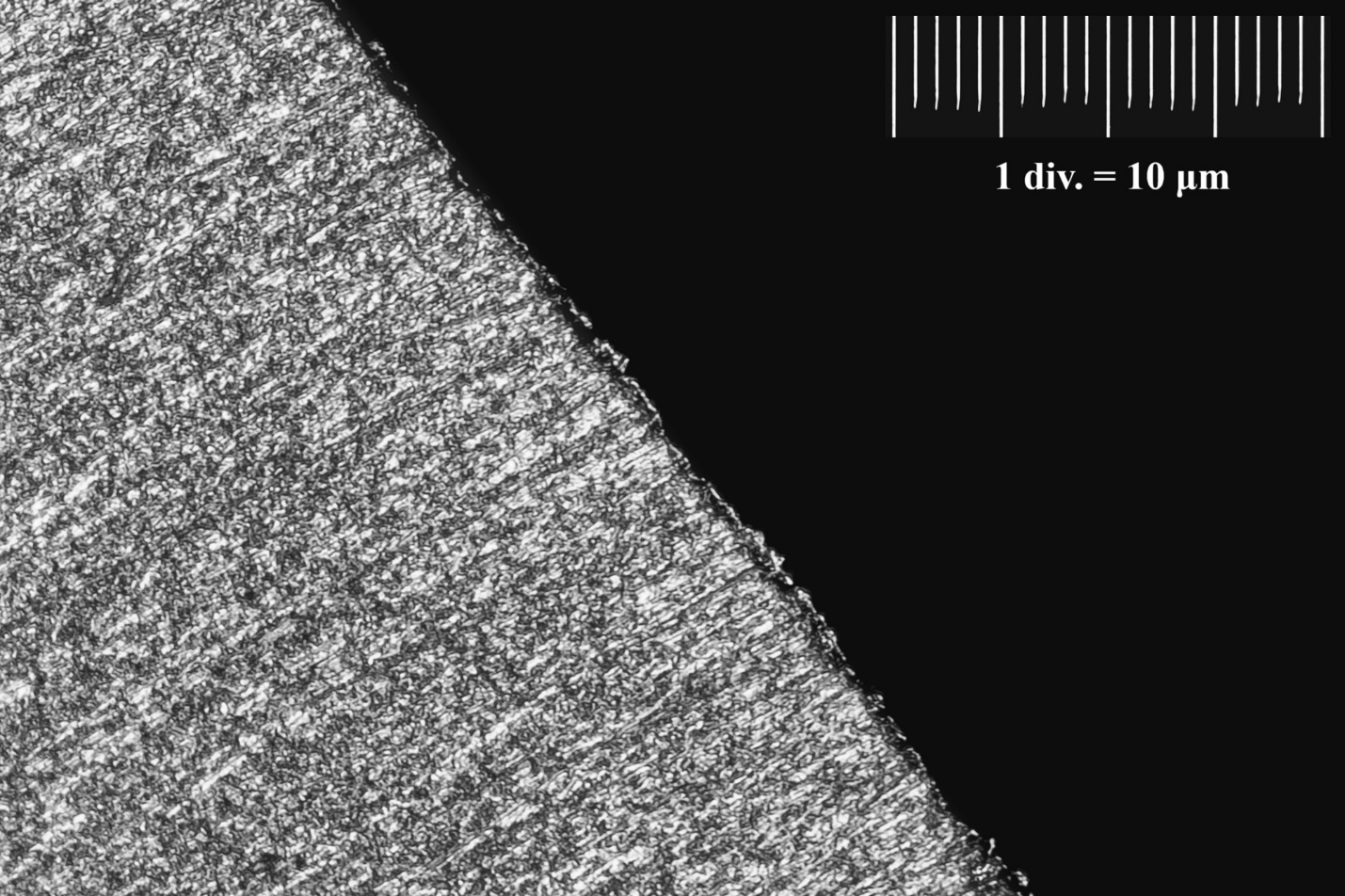
����������� ���������� ��� ������������� ������ ���������� ����� � ��������� � ������������ � ������, �������, ������ ��� ��� ����� ����������� �����. ������ �������� ����� 10 �����������.
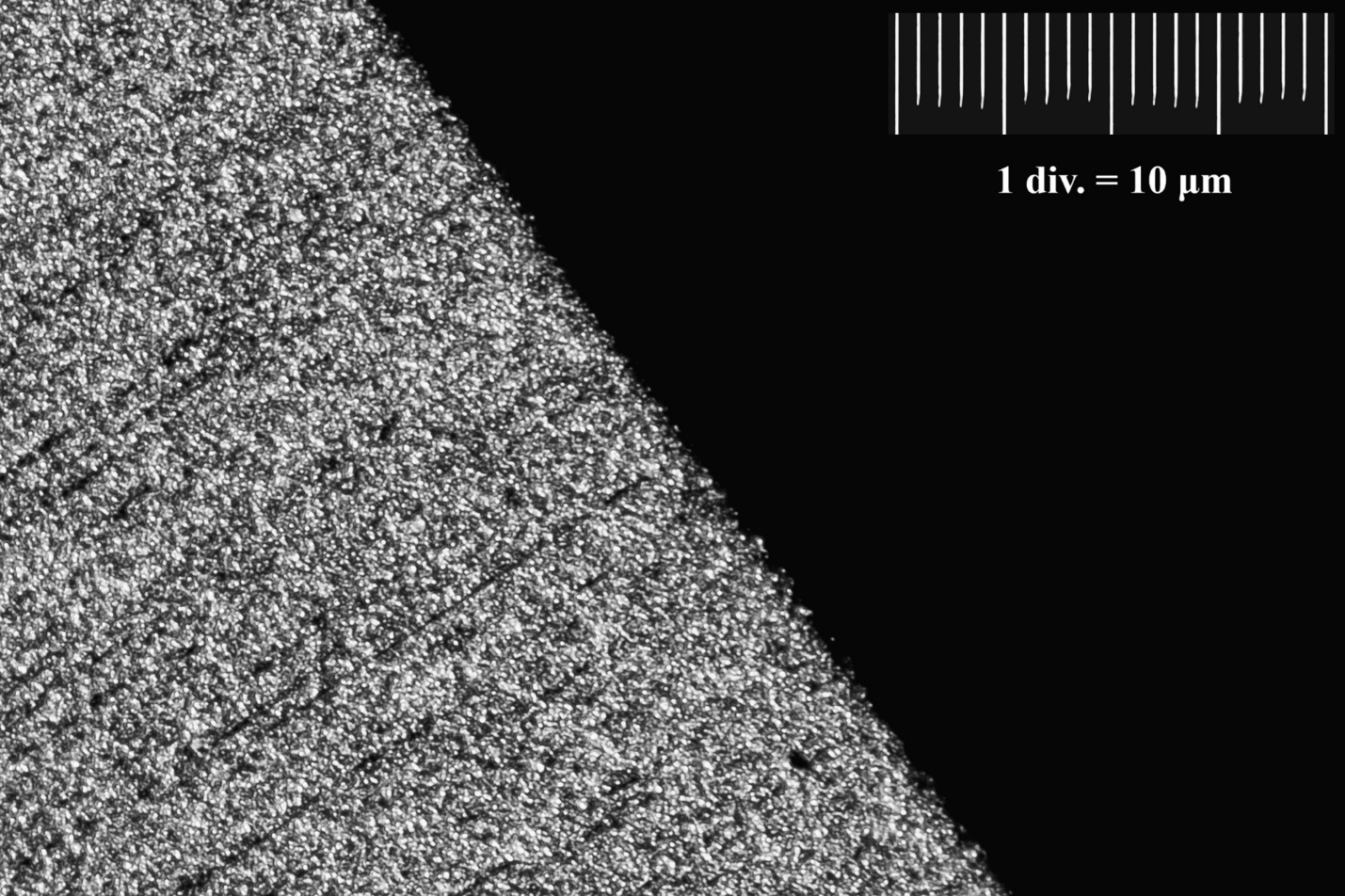
��������� ������ ��� I-1500-VB. ������� � 800 �� 1000 �������, ������� � ������ ��� ����� ����. �� 1500 ���� � ���� �������� �� ������ � ������� �����, � ������ ����� �����, ��������� ���� ����� ��������, ��� ��� ��������� ����� ������, ��� ������ �������� ��������.������� ������ ����������, � �������������� ����� ������:
�� ����� ����� ��������, � �� ������ I-1500-VB ����� ���� I-2000-VB: �� ���������� ���������������� ��� ������ �������� � ������, ���� ������ �� ��� ������ ����� (����������).
���������� � ������ �������
�������� ����� ����� ������� ����� ���������� ������, � ���� �� ������� ����� � ����������, ����� ������� ���������� ������ ��1000-2000 ���� �� JIS, ������� ������ ����. ��� �� ������ ������� ������ ���� � ������� ������.
����� � ���, ��� ����� ����� ������ ����� ���������� ������ �� ����� �����, � ����� ����������� ������� ��� ��� � ����� ����������: � ����� ������� �������. ���� ���������� ����� �������, ������������ �������� ����� ������� ����.
����� �������� ������� ����� ��������, ����� ������� ����� ������� (��������, �������� ����� 25�, � ���������� 30� � ����). �� � ��� ��������� ����� 30�, ������� �������� ������� �������� ����� ������, ����� ���������� ���������� ����� � ����� ���������� �������.
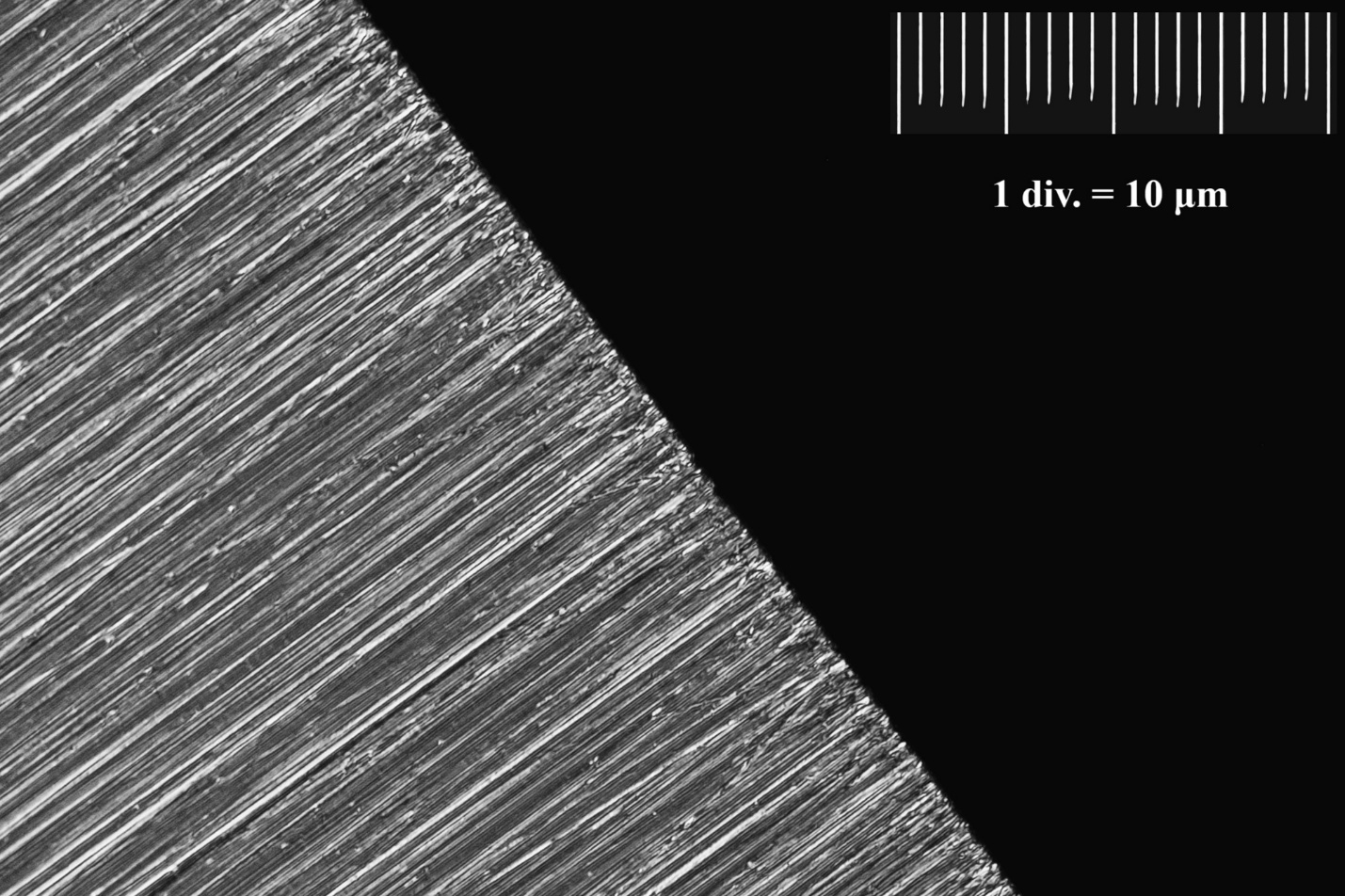
� ��� ������ � ���� �������� ����� �� �����1500 ����, � ���������� ������ �� ��������� 4000 (��������� �����, ������������ ������). ������ ������� � �����, ����������� ���������, ������� ����� ������� � ������ ����� ��� �� 800 � 1500 � �� ���������� ��� ������ ����� 1-2 �����. ���������� ������ ��� 32�. �� ��������� ������ �������� �����, ��������� ����� � �����.
�� ������, �� ������ � �������, � ������ ����� ���� �������� �������� ������� �����- ����� �������, ����� ��������� �������������. ����� ���� ���������� ������ �� ����������������� ���������� ��� �����. � ����� ���������� ���������� ��������� ������: �� ������� �����, �� � �� ��������� �������.
��������� ��� ������� ��� ����� �� ���� ������� ����, ��� ������ ������, ������ ��� ������� ��� �����. ��� ������������ ������������ ��������� ������ �� �������� �������.
��������� ����� ����� ������� ��� ��������� ������ ���� ������: ��������� ������, �� � ��������� ���������� ��������.
�������� ���������� �������, ����� ����� ����������� �������� ���������:
�������� ������� � ���������
�������� ������ ����������, ��� ������ ������ � ���������� - ��� ����� �� �����������. ������� ��������: ������ ������� ������. ����� � ���� ��������� � �� ������ (palmstropping), � ��� ��� ����� ������� ������ ������� � ������. ����� ����� ����� � �� �����, � �� ������, ������ ���� ����� �����:
 �
�
Palmstropping - ��������� ���� ������ �����������, � ������������ ���������� �� ���������� � ���������� ����.
����� ���������� ������� � ������, ����� �������� ������ �� ������� - ��� ���������. ��� ������� ���������, ����� ���������, ��� ����� ������ ������, � �� �������� �� ���, ���������� �� ����������.
�����: ��� ������������� ��� �������
����, ��� ������� ������������ �������� 12��. ��� ������������� 4 ������ ���������� � ������ 360, 800, 1500 � 4000 ����:
 �
�
� ������ ��� ��� �����������, ������������ ������� ���� �� ������� ������� � ���������� ����������� �����, ������� ������� ��������� �����������.
���������� � �������
���� ���� ������� �� �����-�� �������� ������, ������ � ������������ ������� ���� �������, ������������ �� ������.
- ����� ������ - ������ �. �. (aka oldTor)
- �������� - �������� �.�.













