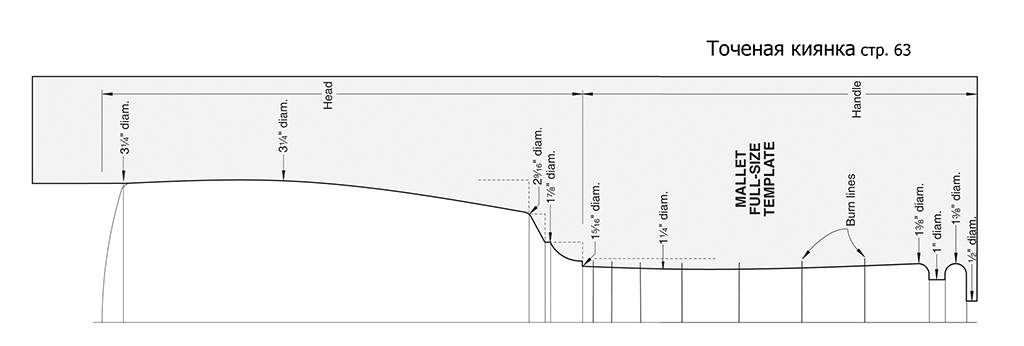
Сегодня мы будем изготавливать точеную киянку из 2-х разных сортов дерева по мотивам журнала Wood-Мастер №5 2009г. Такой столярный инструмент часто используется при работе со стамесками и его вполне нетрудно сделать своими руками.
Боёк будет согласно чертежу киянки из журнала, рукоять произвольная, так сказать «под руку».
Перво-наперво подберем материал. И сделаем это буквально – бук является отходами нашего производства верстаков, а плашка сапеле – отходом от производства наших друзей.
Материал для изготовления киянки
Брусок бука должен иметь сечение 40мм х 40мм и длиной не менее 350мм.
Это возможно выполнить как с помощью фуганка и реймсума, так и с помощью ручного рубанка (ради спортивного состязания) Обрабатываем все 4 стороны.
ВАЖНО! Все грани должны быть строго перпендикулярны друг другу и одинакового размера!
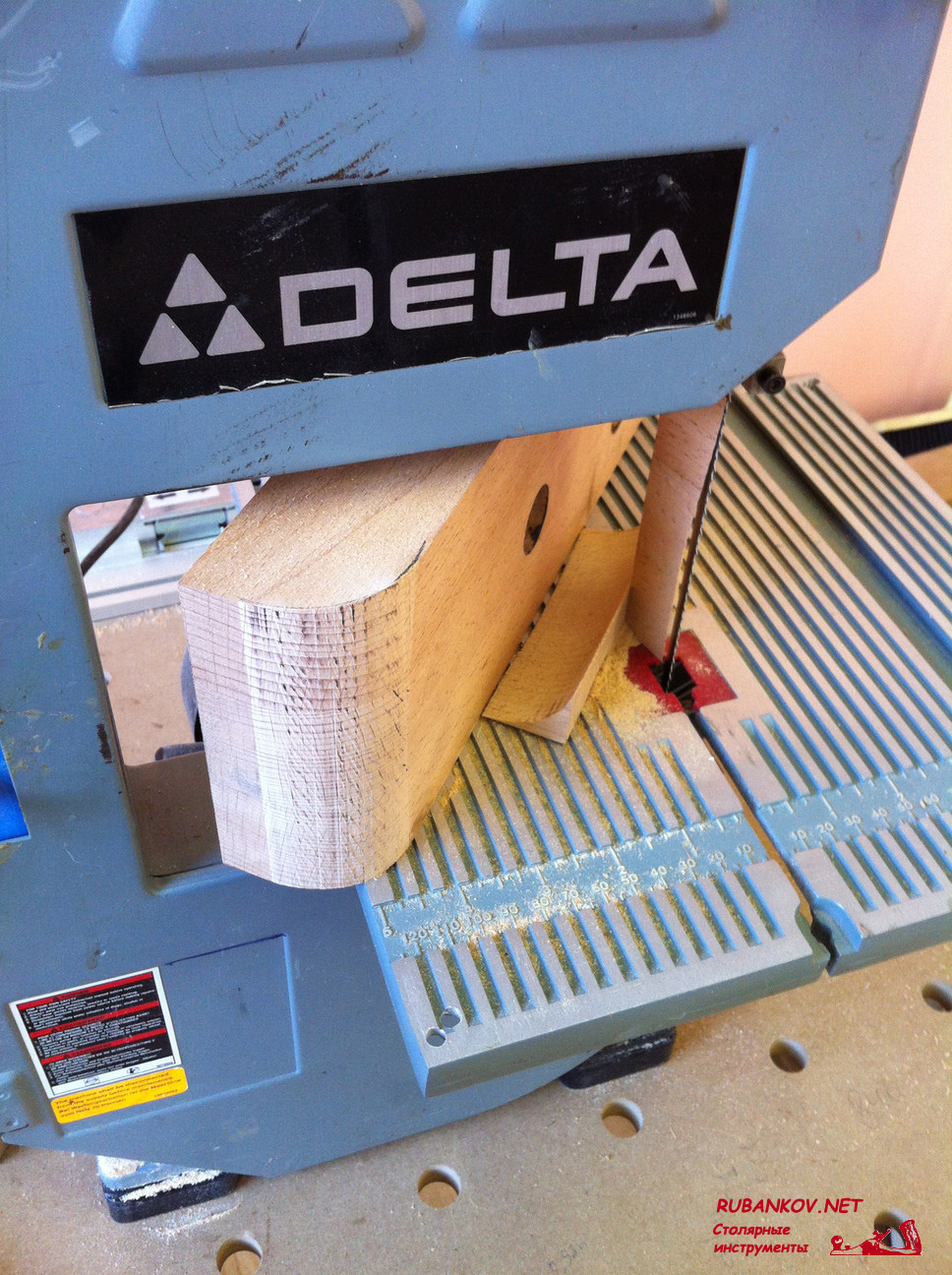
Распиливаем сапеле на планки
Плашку толщиной 20мм сапеле пилим на ленточной пиле на 4 планки: шириной не менее 70мм, и длиной 160мм.
Склеиваем заготовку
Фугуем одну пласть и одну кромку. Поочерёдно приклеиваем каждую пласть к буковому бруску.
Склееная заготовка киянки
Получается вот такая заготовка.
Размечаем центр, и накалываем шилом.
Размечаем центра
Заготовка с разметкой
Накалываем центра по разметке
Наши проекты:
Установленная в станок заготовка
ВАЖНО!!! Точно найти центр, для симметричности рисунка в готовом изделии при в переходе от одной древесины другой.
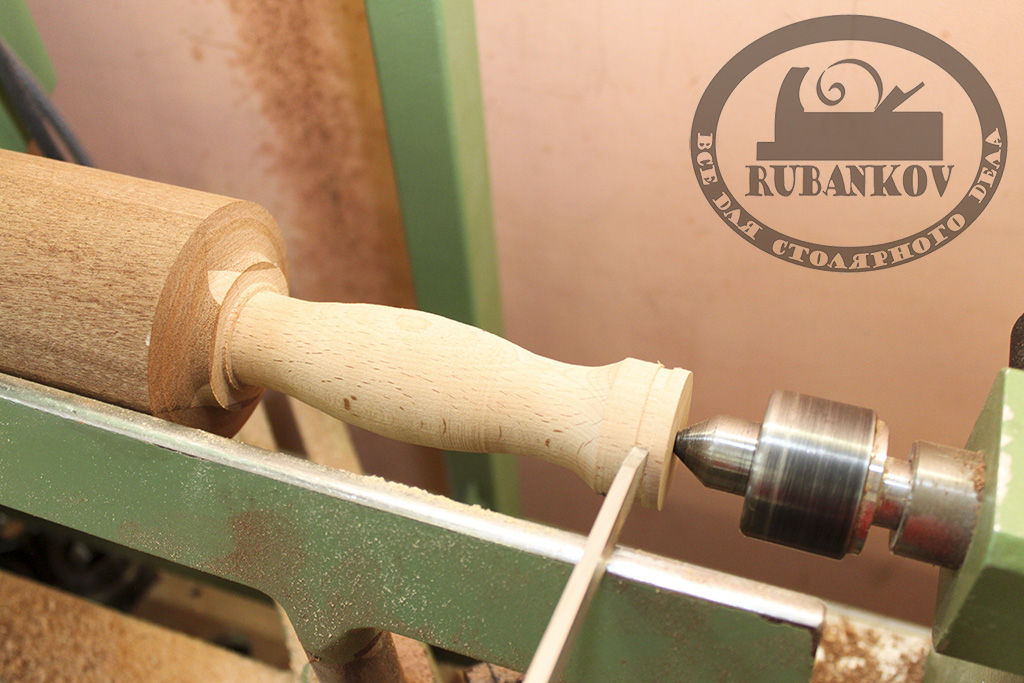
Устанавливаем заготовку в токарный станок закрепляя в центрах.
Создаем из квадратной заготовки – круглую. Для этого воспользуемся полукруглым резцом — рейером. Скорость вращения 1000 об/мин.
Работаем рейером
Круглая заготовка киянки
Используем полукруглый резец
Размечаем основные диаметры – рукояти.
Для точения основной поверхности рукояти используем полукруглый резец.
Для точения тонких цилиндрических поясков и подрезки воспользуемся отрезным резцом. Скорость вращения 1500 об/мин.
Работа отрезным резцом
Работа отрезным резцом
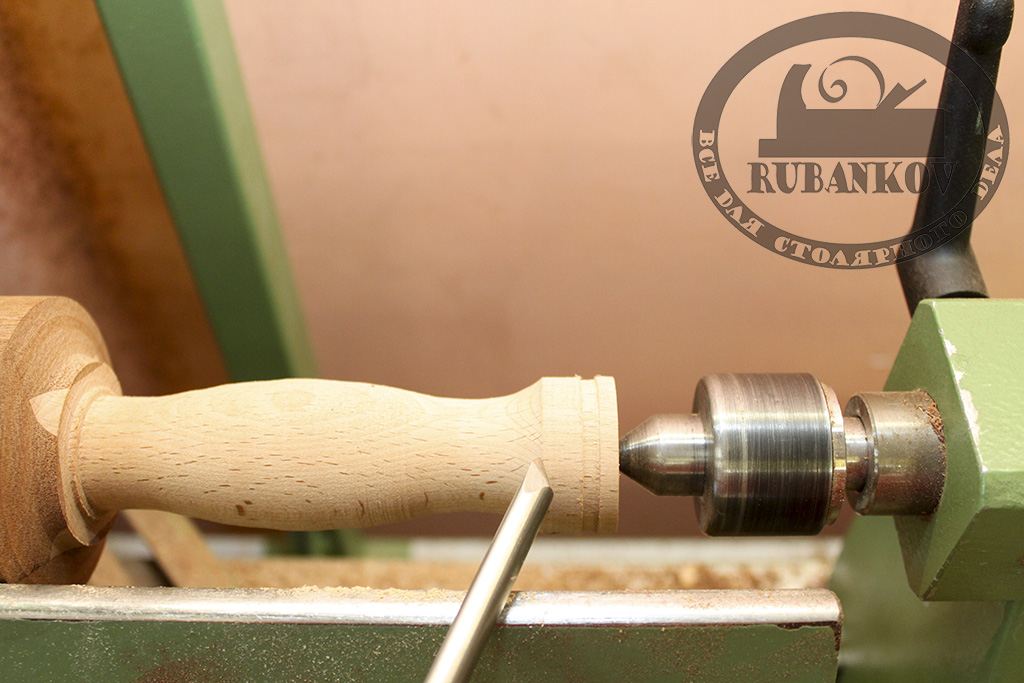
Изготовление в процессе
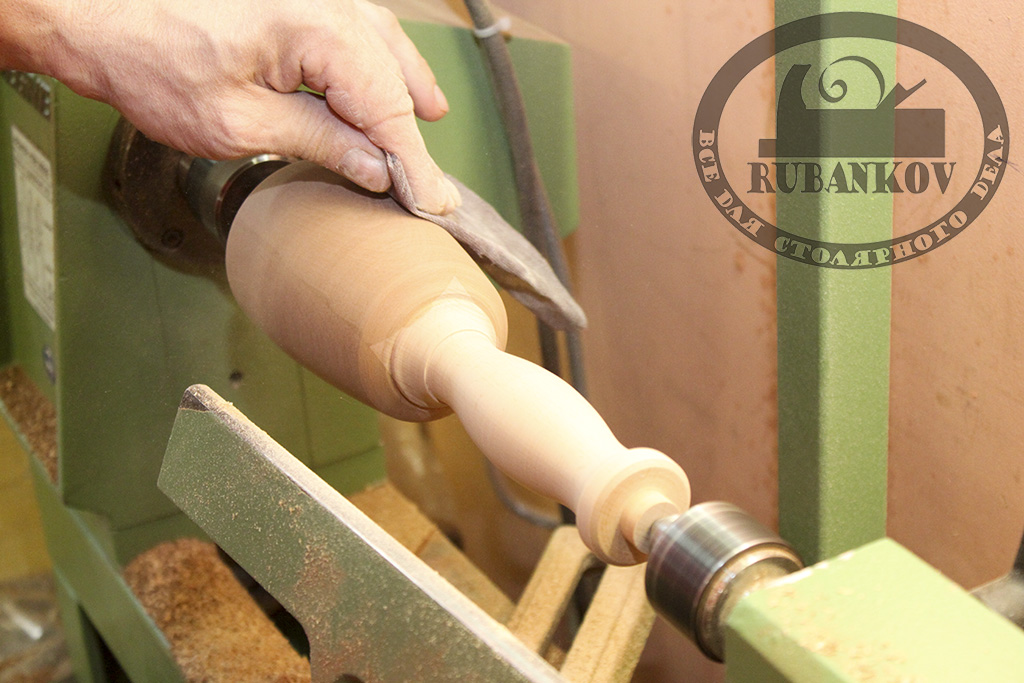
Главный шаблон для точения рукояти — РУКА. Периодически беря в руку заготовку (естественно неподвижную) добиваемся наибольшего комфорта.
Работаем мейселем
Выравниваем поверхность бойка до диаметра 78мм и длины 120мм мейселем. Скорость вращения 1000 об/мин.
Размечаем карандашом линии основных переходов.
Разметка карандашем
Заготовка с разметкой
Делаем мейселем сходы
Плавно выводим поверхность бойка согласно чертежу также мейселем. Скорость вращения 1000 об/мин.
Подрезаем отрезным резцом, оставляя тонкий перешеек. Это позволит нам произвести отделку киянки на станке.
Шлифуем.Последовательно уменьшая зерно абразива: сначала 120, затем 180, 240, 360
Шлифуем рукоять киянки
Шлифуем боёк киянки
Для того используем отработавшие свой срок, но еще вполне рабочие кружки от эксцентриковой шлифмашины.
Обеспыливаем. Лучше воспользоваться продувочным пистолетом и пылесосом.
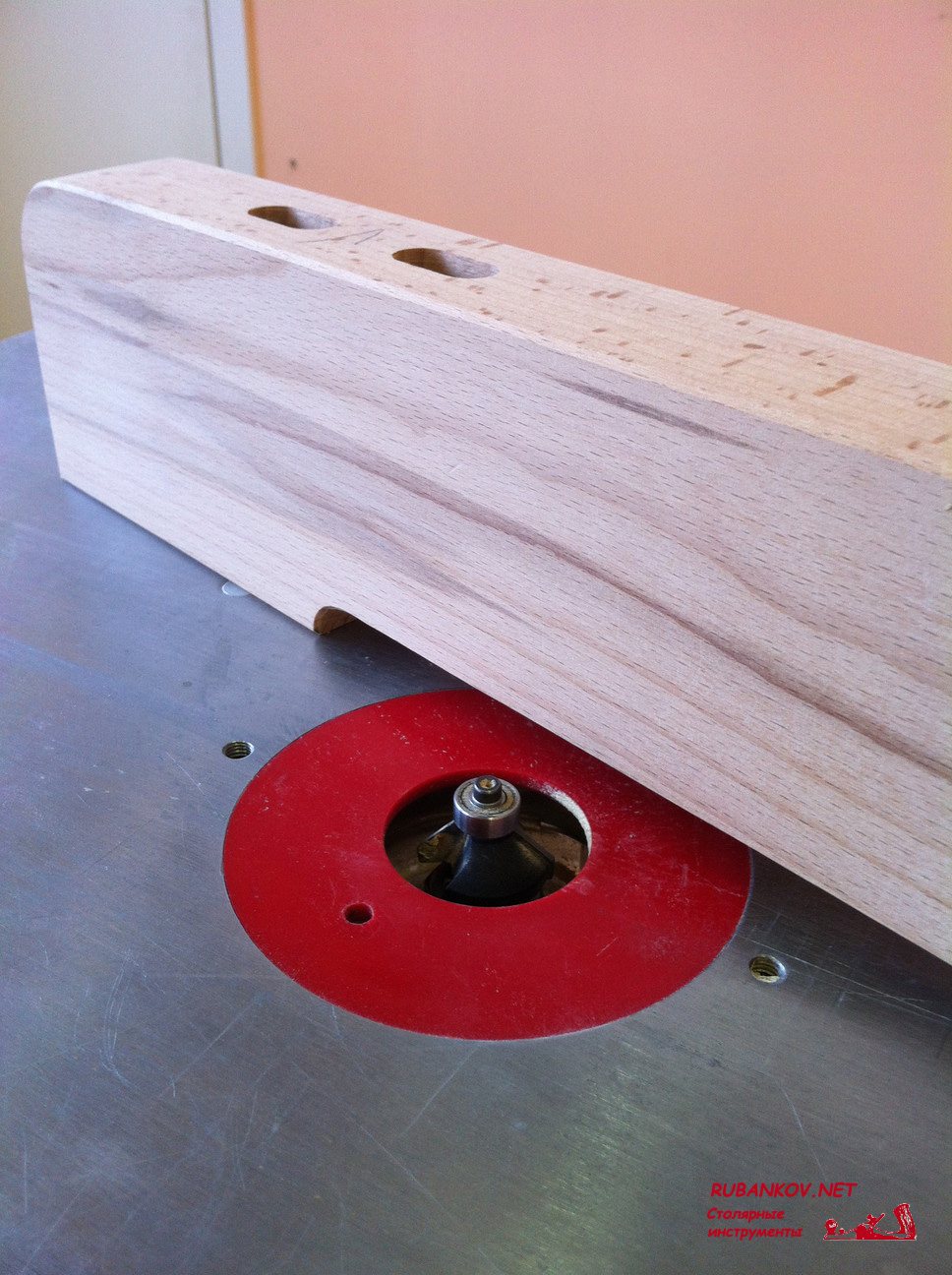
Наносим первый слой лака-шеллака (грунтуем). Даем полностью высохнуть.
Наносим грунт
Нанесения лака-шеллака (грунтовка)
Киянка после шлифовки и нанесения лака
Шлифуем металлической ватой и наносим второй слой лака-шеллака… Таким образом наносим до 5 слоев.
Пилой отрезаем лишнее, шлифуем торцы также последовательно уменьшая зернистость абразива. И покрываем лаком-шеллаком. Также желательно 5-6 раз.
Вот теперь можно и поработать такой замечательной деревянной киянкой.
Готовая киянка
Готовая точёная киянка
Надеюсь мы ответили на все возможные вопросы как самостоятельно сделать киянку.
Присмотреть себе промышленно изготовленные киянки можно в нашем магазине.
В нашей мастерской всегда можно получить новые знания и познакомиться с новыми продуктами и инструментами. Сегодня мы с вами познакомимся с продукцией из Бельгии — масла Rubio Monocoat
В этот раз совсем простой, но полезный для начинающих мастер-класс по созданию и насаживанию рукояти стамески.
Алексей Дейкин расскажет о типах рукоятей, о своих предпочтения. Мы поболтаем об углах установки, размерах и эргономике рукояти, о необходимом инструменте и многом другом. Ну и в процессе конечно создадим отличный экземпляр рукояти для стамески.
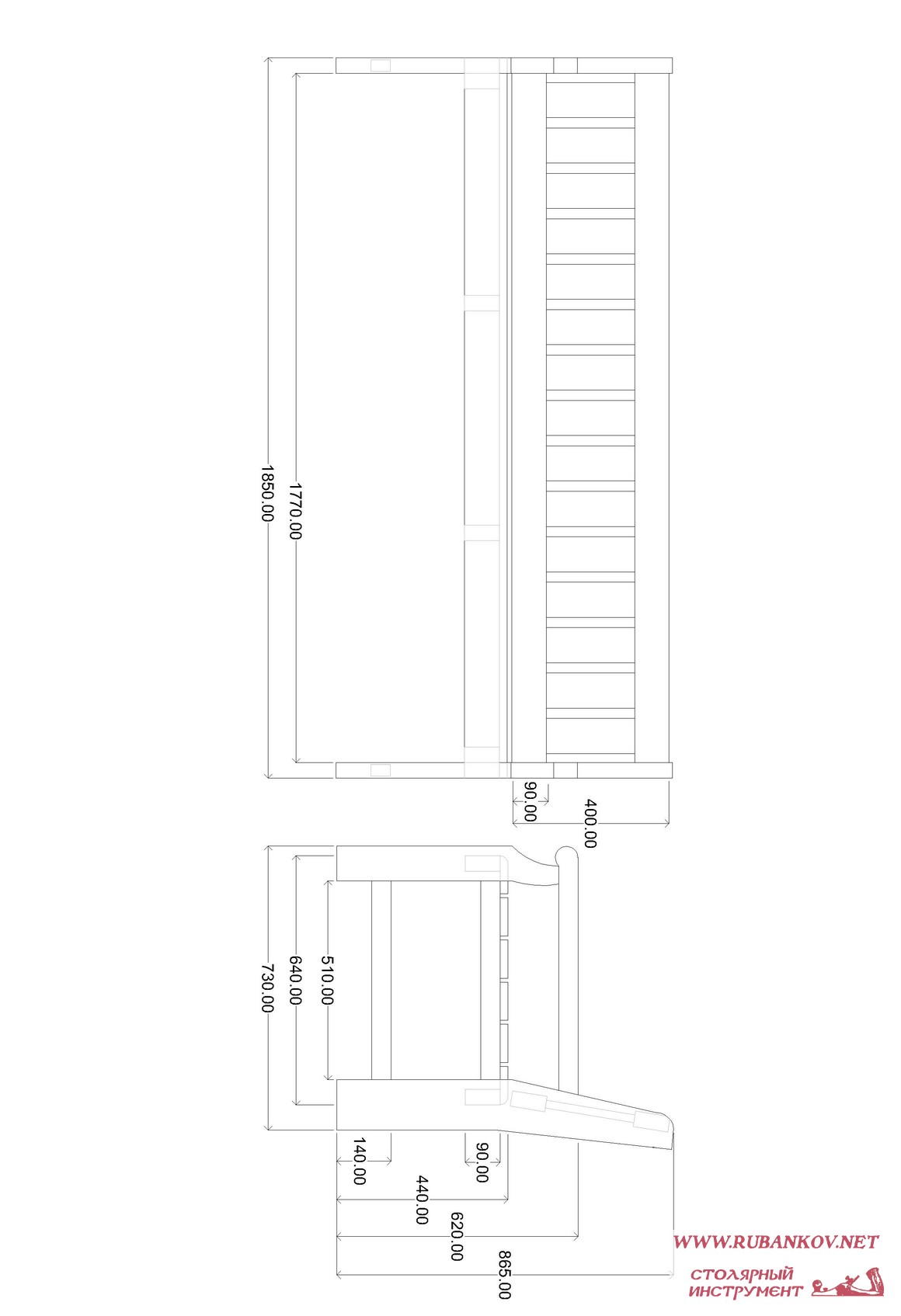
Изготавливать скамью мы будем не наобум, аж на основе чертежа !
Чертеж деревянной скамьи
Деревянная скамья своими руками
Отбираем пятнадцать досок бука 120х50х3000 и полторы доски 150х50х3000, торцуем в размер деталей с припуском в 120мм (запас на закусывание деталей в рейсмусе в начале и в конце заготовки), в дальнейшем мы их срежем. Поскольку у нас много деталей одинакового размера, мы используем в качестве упора быстрозажимные струбцины KliKlamp, KLI16, 160 х 80. Затем заготовки фугуются.
Буковая доска
Торцуем доски
Упор для торцевания в размер
Фугуем доски
Фугуем доски
Получившиеся заготовки опиливаем в предполагаемый размер ширины доски, с припуском в полмиллиметра, которые затем «сбриваем» в рейсмусе. Потом доска распускается в ламель, то есть, с одной получившейся заготовки толщиной 46-47мм мы получаем две ламели толщиной 21мм Далее, сгоняем толщину ламели до 20мм, снимая в рейсмусе по полмиллиметра с обеих сторон ламели.
Наши доски
Пилим в размер с припуском
Распускаем на ламели
Распускаем на ламели
Рейсмусуем ламели
Мы решили изготовить скамью разборной, состоящей из четырех частей — две боковины, сиденье и спинка. Поскольку основной погонаж ламели на спинку и сиденье мы сделали, далее делаем заготовку крупных деталей для каркаса сиденья и спинки. Все заготовки делаются схожим образом — фугуем две стороны доски, проверяем угол, опиливаем и подчищаем в рейсмусе третью. При этом используем доску не слишком широкую, чтобы после опиливания ее не коробило, то есть, срезаем не очень много. Пропуская заготовки в рейсмусе, переворачиваем их, снимая равномерно с обеих сторон заготовки, что бы опять-таки избежать коробления. Доводим размер заготовок до нужного, в нашем случае, почти все детали толщиной 40мм Далее торцуем заготовки в нужный размер с обеих сторон. Для чистового реза нашей торцовочной пилы Kapex ks-120eb мы используем пильный диск CMT для чистового реза 260х30х60, артикулом 285.060.11M. Специально предназначенный для Kapex ks-120eb. Угол заточки зуба у него более агрессивный, но пилит он незначительно хуже родного и вполне справляется со всеми поставленными задачами.
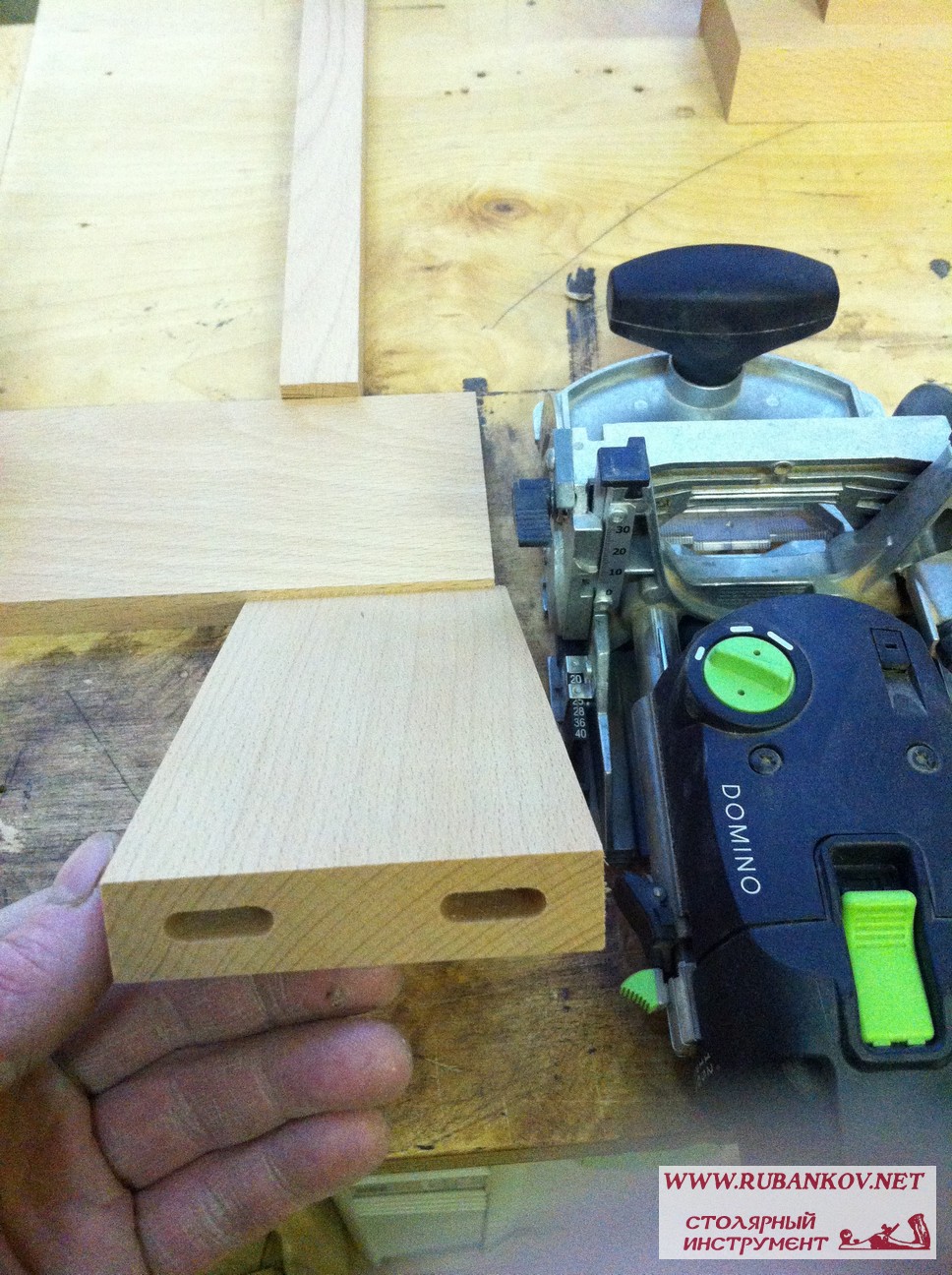
Для фрезерования отверстий с торца заготовок использовали упор для планок из комплекта Domino df-500, который удивительно подходит к обеим моделям дюбельных фрезеров.
Далее изготавливаем боковины скамьи. После фугования и рейсмуса заготовки торцуются в размер. Поскольку форма ножек не прямая, мы решили срезать по разметке излишек и просто доклеить его с другой стороны заготовок. С передней ножкой поступаем схожим образом. Упор на каретке прихватил быстрозажимными струбцинами FS-HZ 160.
Торцуем заготовки в размер
Сверяемся с чертежом
Спиливаем под углом
Спиливаем под углом
Затем заготовки на боковины склеиваем на все тот же Titebond II Premium. Для фиксации, пока клей не прихватил, чтобы «хвостики» не сползали под струбцинами, пристрелил их шпилькой и оставил под струбцинами на некоторое время. Получились вот такие заготовки.
Переносим уголок
Клеим на Titebond
Закрепляем уголок шпилькой
Стягиваем струбцинами
Результат
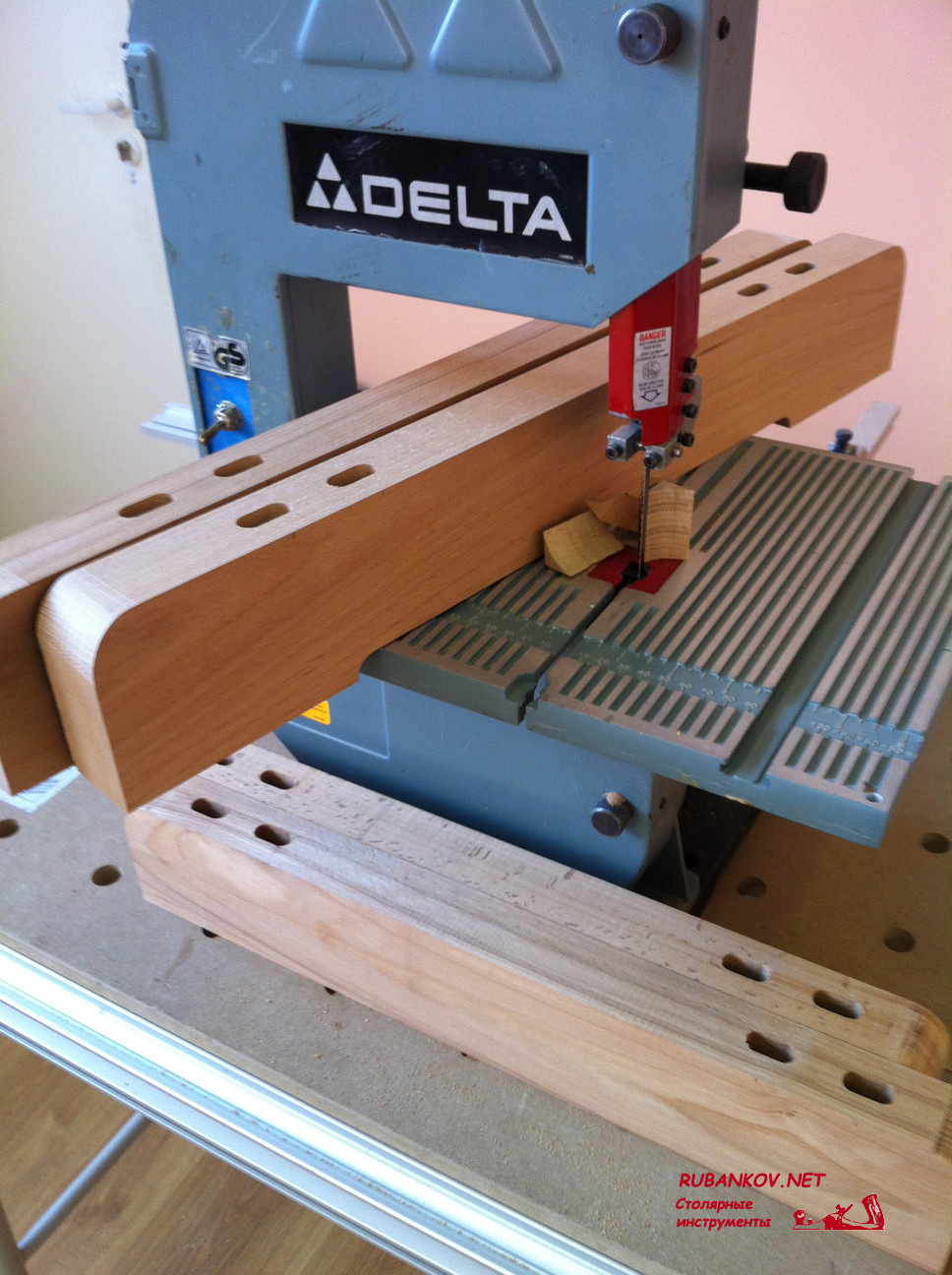
Заготовки по изготовленному шаблону размечаются и опиливаются на ленточной пиле. Мы для этой цели определили ленточную пилу Electra Becum Bas-317. После опиливания детали обрабатываются на приточном станке, в нашем случае Jet-Jbos5. Ручку для скамьи изготавливаем схожим образом.
Опиливаем по шаблону
Детали
Доводим на шлифовальном барабане
Опиливаем ручку для скамьи
И ошкуриваем на станке
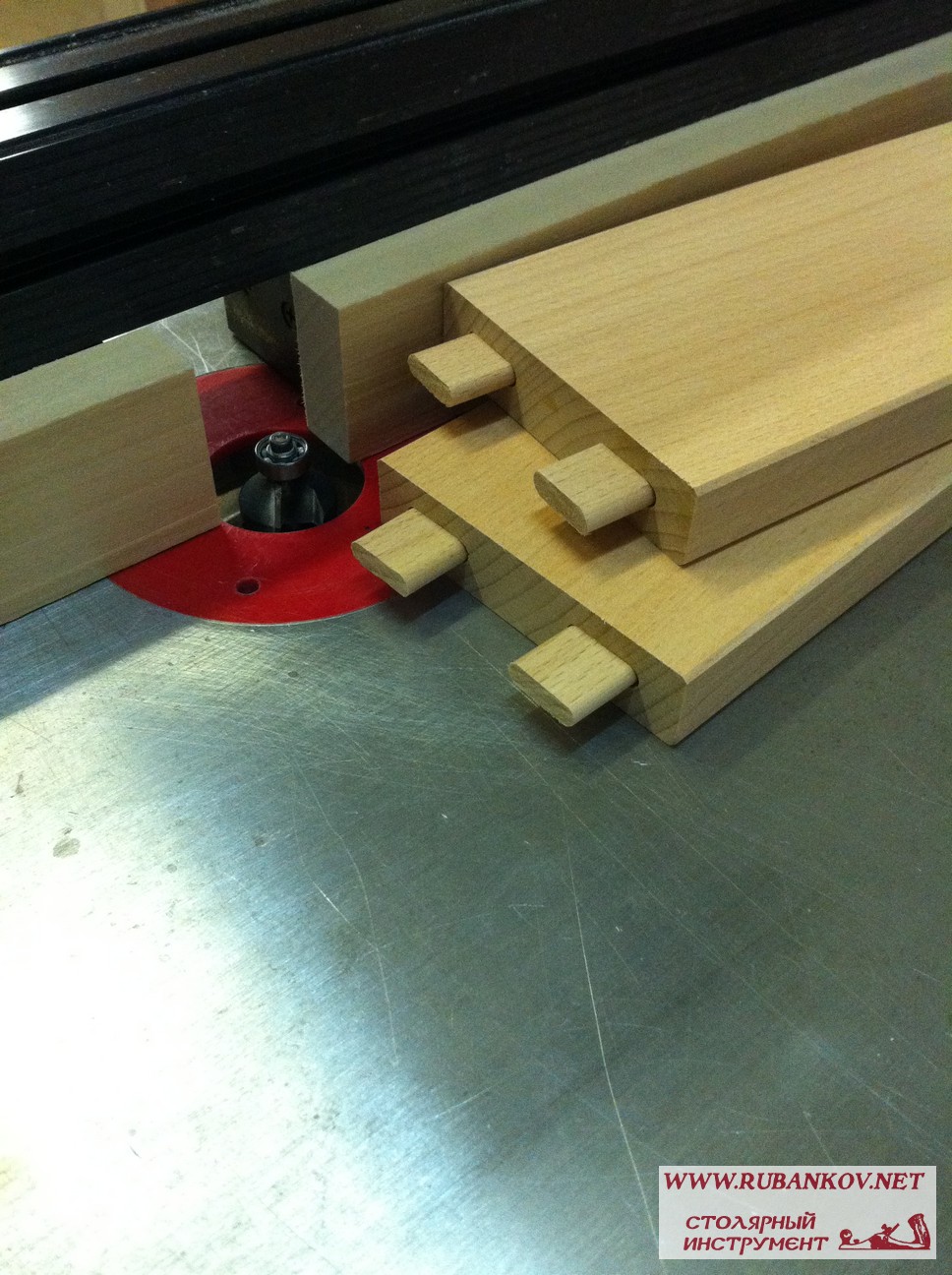
Затем по периметру всех деталей боковин нарезаем фаску. Для этой цели можно было бы использовать кромочный фрезер OFK 700, но фрезерный стол Veritas нам показался более удобным вариантом.
Обрабатываем фаски на фрезерном столе
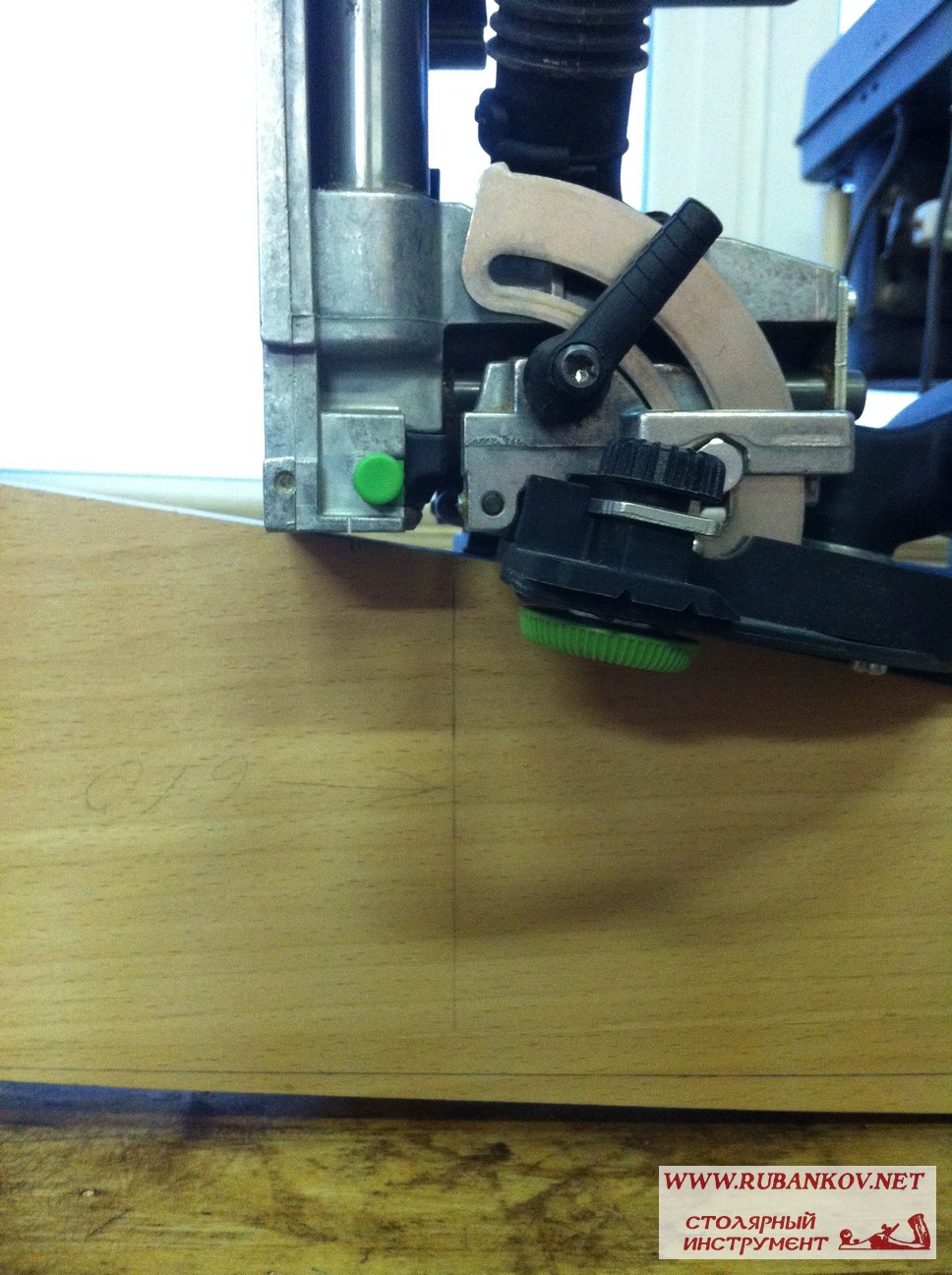
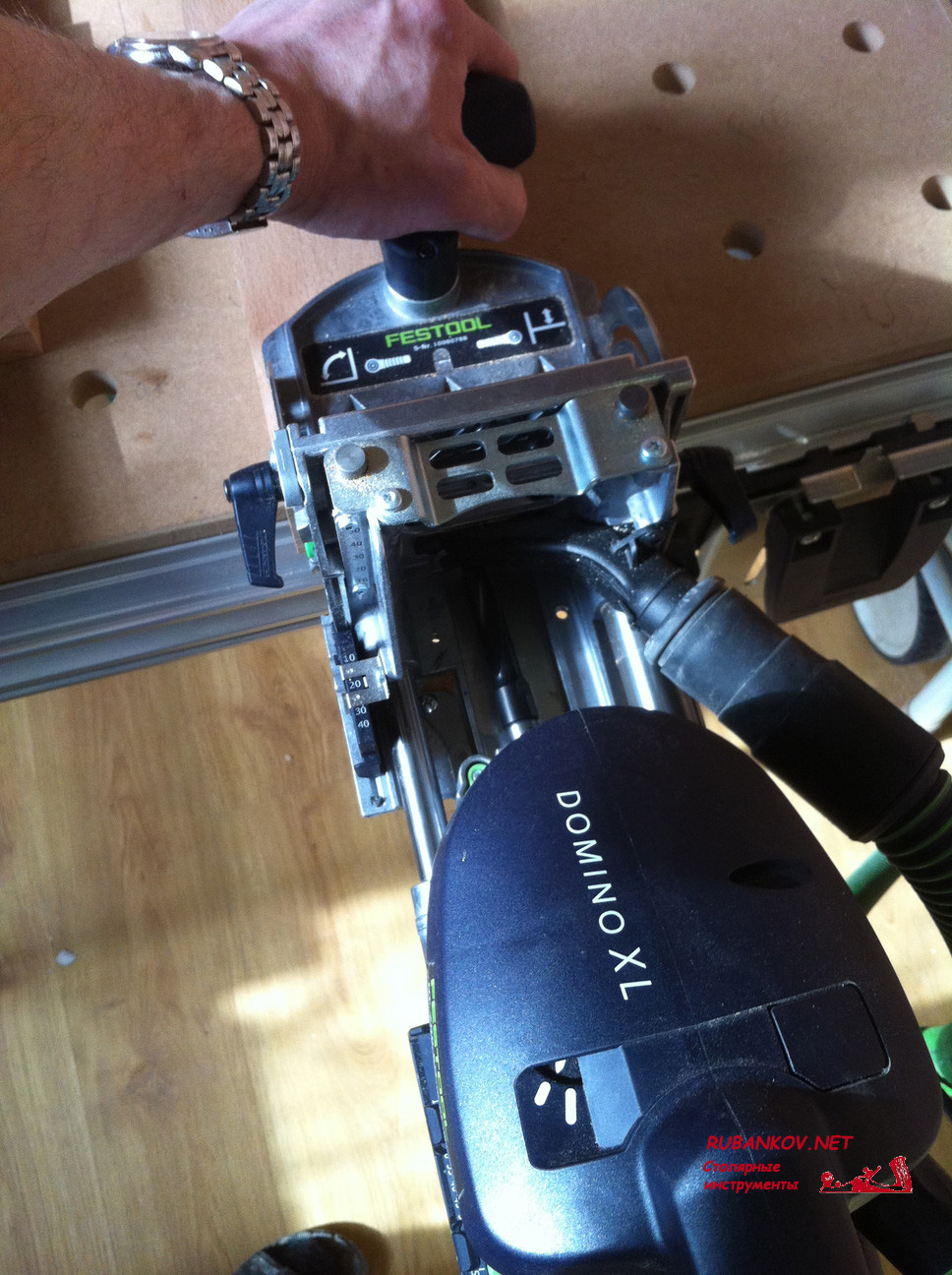
Для соединений деталей снова использовали Domino df-700 и замечательный упор для планок.
Festool Domino
Festool Domino
Festool Domino
Гнездо под доминошку
Деталь с гнездами под домино
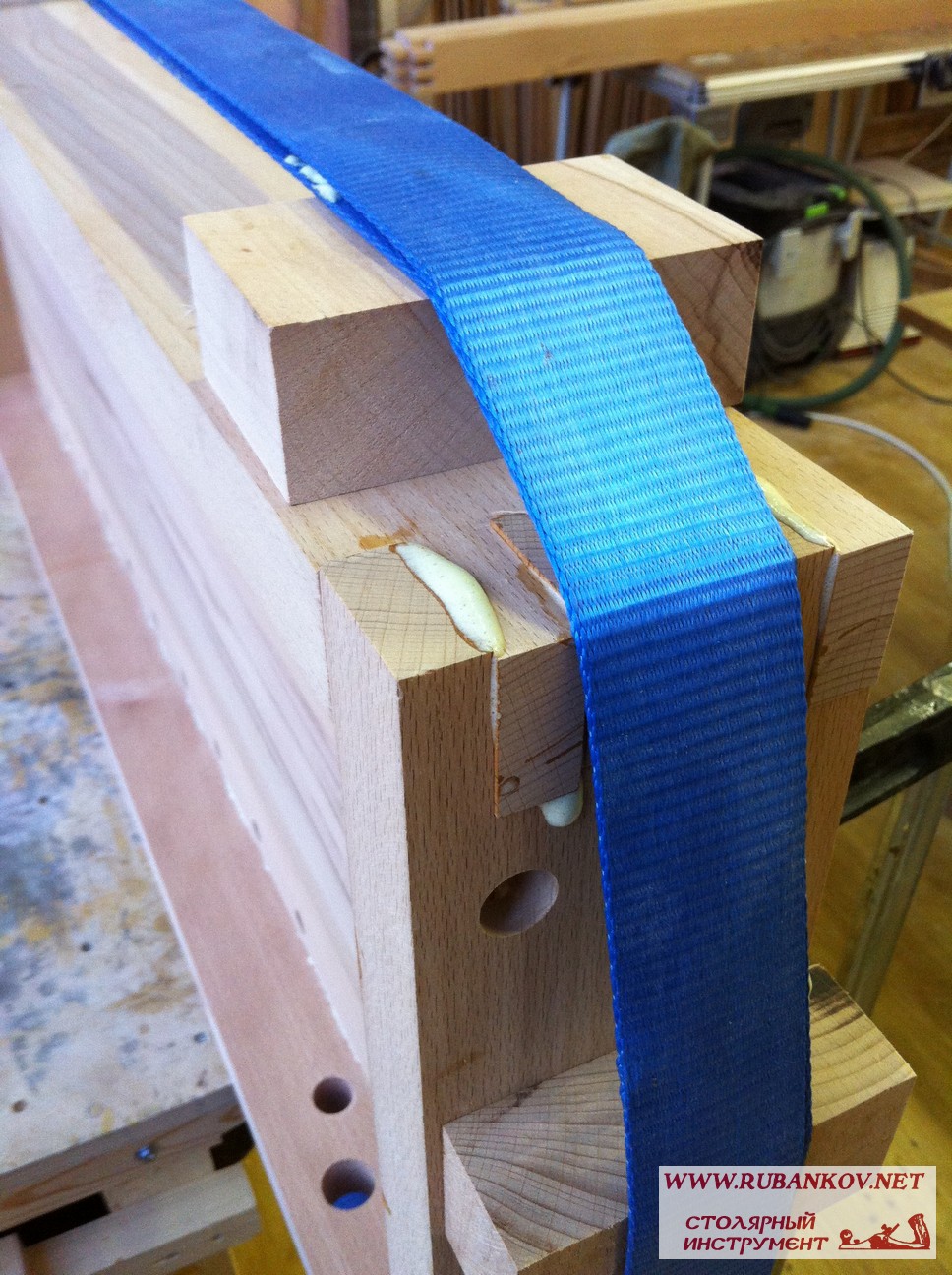
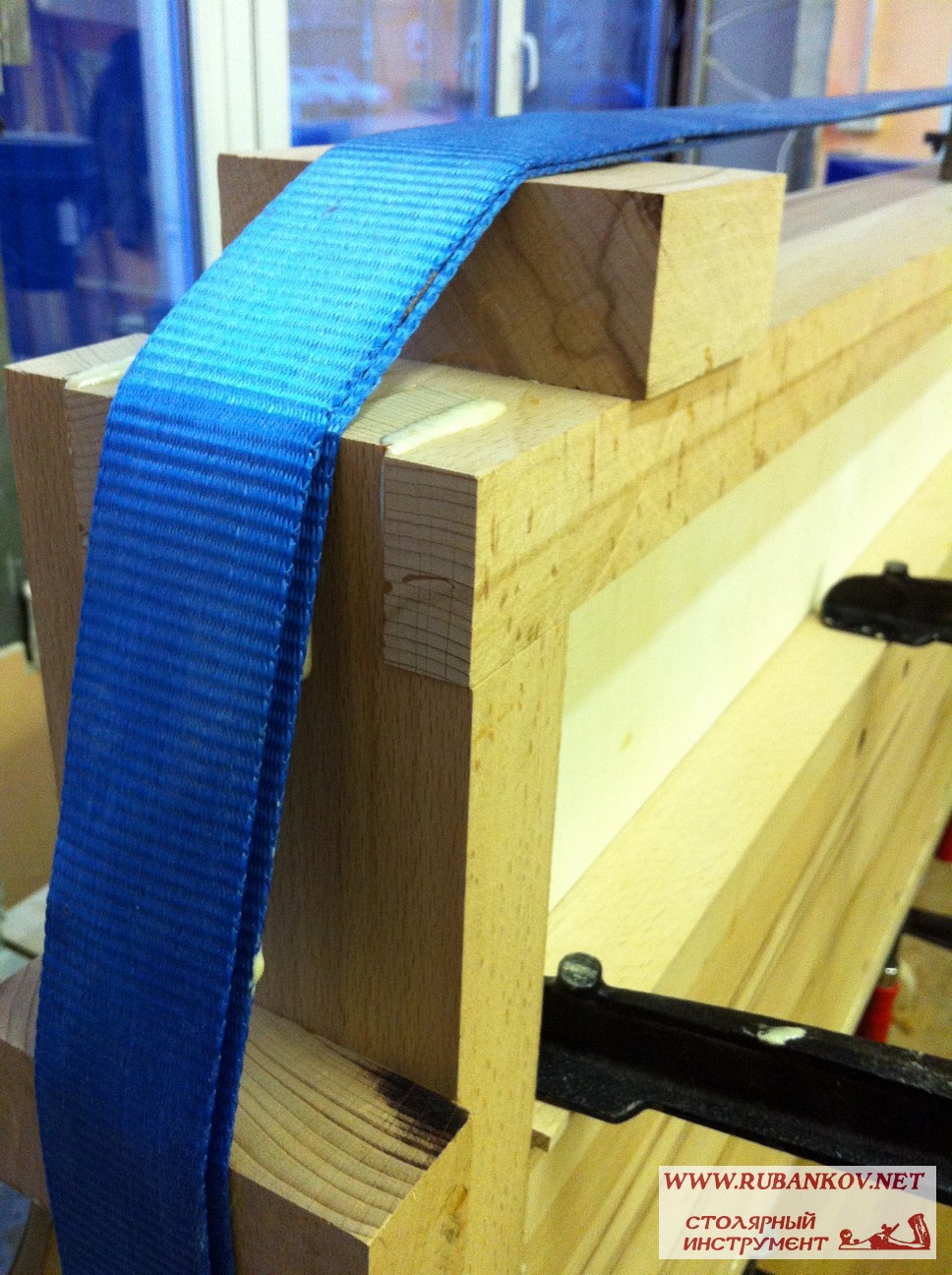
Отфрезеровав отверстия под спинку скамьи, склеиваем боковины и стягиваем струбцинами.
Деталь с гнездами
Склеиваем боковины скамьи
Учитывая размер толщины ножек, делаем вырез на крайних досках сиденья, присаживаем их посредством Domino df-500 и, предварительно нарезав фаску, склеиваем их с каркасом.
Прицеливаемся по рискам
Пропиливаем на нужную глубину
Отпиливаем лишнее
Собираем детали воедино
Оставшуюся ламель мы решили крепить на шуруп. Раззенковав отверстия с внутренней стороны каркаса, мы фиксируем ламель струбцинами на равном расстоянии и крепим шурупами. Ламель предварительно украсили фаской. Получилось вот такое сиденье, усиленное брусом. Для того, чтобы держать приличный вес не прогибаясь, два крайних бруса в дальнейшем служат еще и для того, чтобы стянуть шурупами сиденье и боковины.
Фиксируем струбцинами
Зенкуем отверстия сверлом по шаблону
Засверливаемся и крепим на шурупы
Прикрепленные ламели
Изготовление спинки оказалось наиболее простой задачей. Просто нарезаем ламель в размер, размечаем два бруса и присаживаем на Domino df-500, используя фрезу 6мм. Делаем скругление по одному из брусков и фаски по периметру деталей.
Торцуем детали на пиле
Вставляем доминошки
Фрезеруем валик
Фрезеруем фаски
Клей, который мы выбрали для склейки спинки — Kleiberit Pur-501. Учитывая площадь прилегания и количество соединений, нам показалось, что лишний запас по времени во время склейки нам не повредит и на безводный клей будет проще заклеить данную деталь. Затем стягиваем струбцинами и оставляем на некоторое время. Переклеенную спинку опиливаем в угол, в необходимый размер (размер каркаса сиденья)
Клеем спинку на пур
Стягиваем струбцинами
Отпиливаем лишки
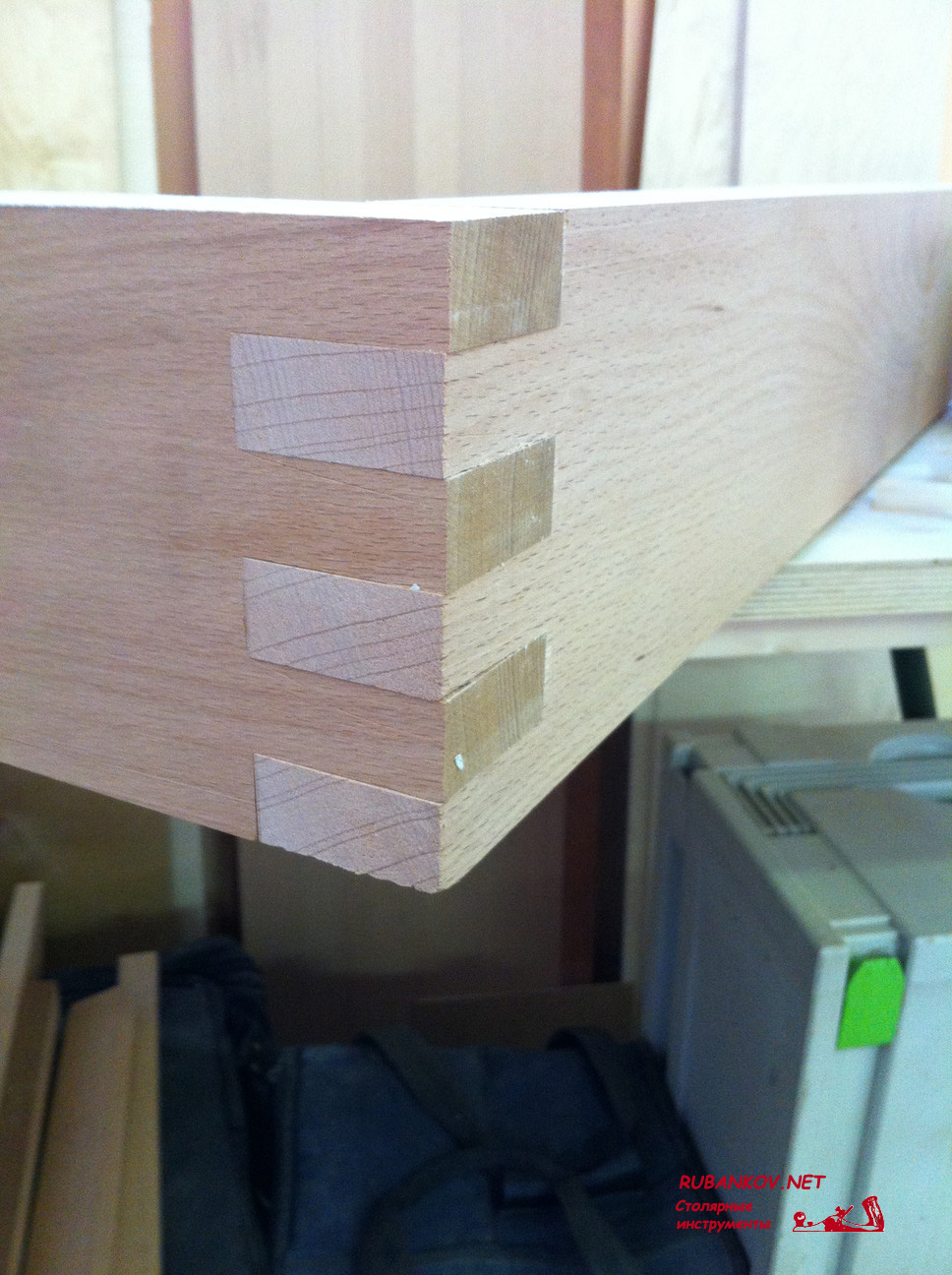
Таким образом мы имеем набор из четырех вот таких деталей:
Набор деталей
После сборки мы становимся счастливыми обладателями вот такой скамеечки:
Мастер-класс по изготовлению столярного верстака своими руками
Как говориться: — Наши руки, не для скуки.
Для изготовления верстака нам предстоит пройти несколько этапов изготовления, как минимум нам нужно начертить или найти чертеж столярного верстака. Определиться и найти древесину, ну и собственно сделать наш верстак.
Доска буковая
Итак, приступим. Для начала закупаем материал. Обрезная доска — бук 50мм толщиной. Некоторое время даем материалу отлежаться в мастерской и производим грубую торцовку в размер с припуском 100 мм.
Далее, фугуем наши заготовки с двух сторон, проверяем угол и рейсмусуем третью сторону. И опять проверяем.
Фугуем пласть
Фугуем кромку
Проверяем угол угольником
Измеряем штангенциркулем
Фуговальный станок
Заготовки для щита верстачной доски мы распускаем на брус и раскладываем на столе для последующей склейки. В работе используем столярный клеи семейства Titebond. Брус раскладываем фугованной стороной друг к другу, подбирая по волокнам торцы бруса так, чтобы направление волокон последующего не повторяло направления волокон предыдущего.
Пилим брус используя упор и линейку
Пилим брус
Напиленный брус
Готовимся к склейке Titebond’ом
Затем, развернув брус, намазываем одну сторону клеем и закладываем в пресс. В наше мастерской для склейки щитов которые пойдут для изготовления верстака мы используем пресс Plano 1100.
Разложенный на столе брус
Пресс Plano
Добавляем струбцин
В нашем случае, верстачная доска изготавливается из двух половинок, поскольку имеющийся в мастерской рейсмус не позволяет обрабатывать заготовки более 240-250мм шириной. При необходимости можно усилить давление пресса струбцинами.
Перед тем, как фуговать половинки щита, засохший клей лучше стесать или сошлифовать. Для этой цели выбрали старенький, видавший виды рубанок из “дедушкиного сундучка”. Далее, фугуем две стороны заготовок, рейсмусуем третью и получаем две вот такие половинки верстачного щита 40мм толщиной из массива бука.
Дедовский рубанок
Фугуем щит
Фугуем кромку
Фуговальный станок
Две половинки нашего будущего верстака сращиваем посредством Domino DF-500. Половинки закладываем в пресс и стягиваем.
Две половинки щита
Сращиваем щит
Пресс Plano 1100
Зажимаем щит
Зазоров нет!
Пока щит клеится, возвращаемся к нашим заготовкам. Итак, мы обладаем заготовками на ножки, обноску или точнее обвязку столешницы и царги. Все оставшиеся заготовки рейсмусуем в 40мм, калибруем в необходимый размер с припуском в 1мм, примерно, и снимаем этот миллиметр на рейсмусе.
Наши заготовки
Снова рейсмусуем
И калибруем
Затем все заготовки торцуются с обеих сторон в размер, но заготовки на обноску столешницы — с припуском в 2-4мм.
Буковые заготовки
Торцуем в размер
Проверяем размер рулеткой
Детали с припуском
Далее, нарезаем шип на обвязке верстачной доски. Подбираем фрезу необходимого размера, — мы выбрали прямую пазовую фрезу CMT на 19 мм. Для нарезания шипов используем самодельный шипорезный шаблон. Ручным фрезером посредством копировального кольца 30мм нарезаем шип глубиной 40-42мм (в зависимости от того, какой был оставлен припуск при торцовке обноски столешницы). Для этой операции мы использовали фрезер Festool OF-1400 EBQ.
Фрезер и пальчиковая фреза
Фрезеруем шипы
Фрезеруем шипы
Фрезеруем шипы
Соединяем шипы обвязки
Детали
Перед дальнейшей переклейкой щита и обвязки верстачной доски необходимо совершить еще несколько операций. Опиливаем и торцуем щит в размер с учетом размера, получившегося после нарезки шипов. Для этой цели использовалась Пила дисковая TS-55 EBQ Plus и шина-направляющая. Размечаем и рассверливаем отверстия для передних и задних тисков. Выставляем фрезу на глубину, равную толщине фанеры, используемой для дна лотка (мы же делаем верстак с лотком, а вы не знали?=)), в нашем случае — 6 мм. Фрезеруем в щите паз для дна лотка. В обвязке щита (задней) тоже фрезеруем паз фрезой 6мм на глубину 15мм. Для этого используем фрезерный стол Veritas.
Опиливаем щит
Торцуем щит погружной пилой
Размечаем отверстия по шаблону
Сверлим отверстия
Выставляем вылет фрезы по материалу
Фрезеруем четверть по упору
Фрезерованая четверть
Готовая деталь
Далее, размечаем места соединений для Domino и фрезеруем по разметке. Склеиваем сначала переднюю доску. Для этой цели не плохо подходят Струбцины Bessey TPN80S14BE,
Режем полоску фанеры 6 мм толщиной, немного уже, чем позволяют отфрезерованные в обноске столешницы пазы, торцуем немного короче, на 5мм, примерно, от предполагаемого чистового размера. Вставляем дно лотка в отфрезерованные пазы и склеиваем заднюю доску. Для склейки шипового соединения лучше использовать безводные клеи.
Опиливаем фанеру погружной пилой
Опиливаем фанеру погружной пилой
Вставляем фанеру в паз и четверть
Готовый результат
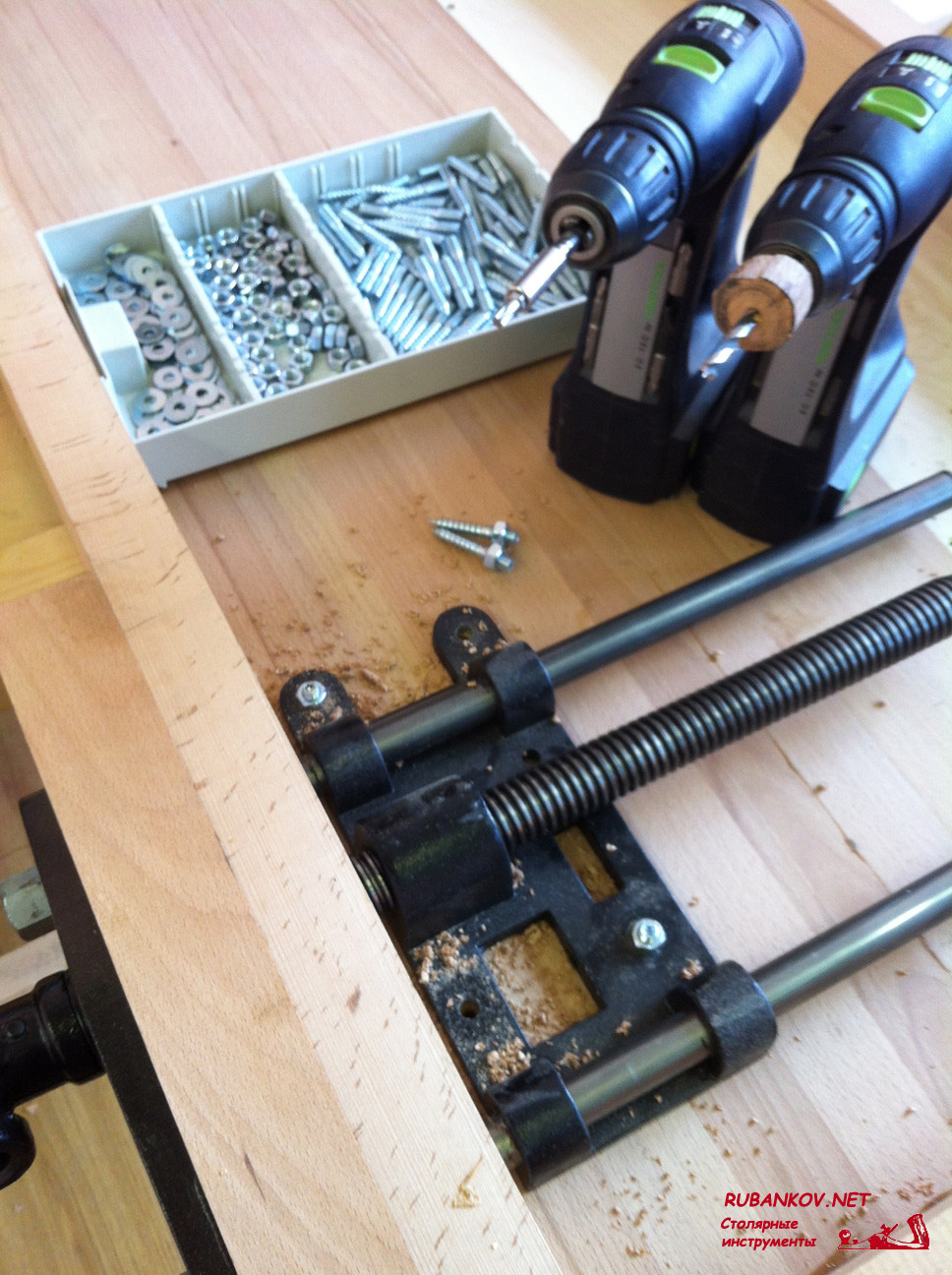
После высыхания фиксируем лоток верстака шурупами снизу и изготавливаем подъем лотка. В работе использовались шуруповерты Festool C 12 LI 1.5.
Шуруповерт Festool
Изготавливаем подъемы
Финальная подгонка
Закрепляем фанеру
Финальный вид лотка
Теперь возьмемся изготавливать подверстачье для нашего несомненно столярного верстака. Заготовки размечаем по шаблону, и для соединения используем дюбельный фрезер Domino DF_700. Заготовки, где это необходимо, скругляем на ленточной пиле и делаем фаску, ну, как понятно, опять-таки на любимом фрезерном столе Veritas. Затем склеиваем ножки в прессе или стягиваем струбцинами.
Размечаем заготовки
Фрезер Festool Domino
Фрезер Festool Domino
Придаем форму на ленте
Снимаем фаски на фрезерном столе
Снимаем фаски на фрезерном столе
Склеиваем ноги подверстачья
Далее рассверливаем царги. Фрезеруем фаску. Размечаем и рассверливаем ответные отверстия на ножках подверстачья. В работе на сверлильном станке здорово облегчают жизнь быстрозажимные струбцины KLI16.
Сверлим отверстия с торца
И с пласти
Установка крепежа
Разметка отверстий
Сверлим ответные отверстия
Снимаем фаски
Изготовление губок верстачных тисков. Напиленный фугованый брус клеится в прессе. Переклейка фугуется, рейсмусуется, затем — разметка и рассверливание отверстий.
Склеенный брус
Фуговка
Рейсмусуем
Шаблоны для разметки
Сверлим отверстия
После разметки губки тисков скругляются на ленточной пиле и устанавливаются на верстак.
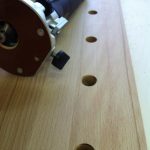
Далее верстак шлифуется, в работе активно используем абразивы Mirka. Рассверливаются ряды отверстий, в нашем случае — 19мм сверлом Форснера D19 Fisch 031701900. Все острые кромки скругляются фаской. В отделке верстака используется шпаклевка Rustin’s и антисептик Pinotex. Некоторые заказчики просят изготовить верстак без покрытия и шпаклевки, с тем, чтобы покрыть в дальнейшем более износоустойчивой химией самостоятельно.
Шлифуем абразивами Mirka
Сверлим отверстия сверлом форстнера
Снимаем фаски на отверстиях
Шпаклевка Rustins
Антисептик
Ну вот мы почти и закончили изготовление столярного верстака, осталось только упаковать наш верстак и отправить его будущему владельцу.
Верстак в разборе
Верстак 1200мм в сборе
Фотографии некоторых выполненных верстаков:
Верстаки в мастерской Всеволода Полтавцева (2012)
Верстаки в мастерской Всеволода Полтавцева (2012)
Верстаки в Гимназии Святителя Василия Великого (2012)
Верстаки в Гимназии Святителя Василия Великого (2012)
Верстаки в Гимназии Святителя Василия Великого (2012)