���������
����� ���
0
����13
�����54
�����49
������������-����� �� ������������ ���������� ��������
-������-����� �� ������������ ���������� �������� ������ ������
��� ����������: - ���� ����, �� ��� �����.
��� ������������ �������� ��� ��������� ������ ��������� ������ ������������, ��� ������� ��� ����� ��������� ��� ����� ������ ���������� ��������. ������������ � ����� ���������, �� � ���������� ������� ��� �������.
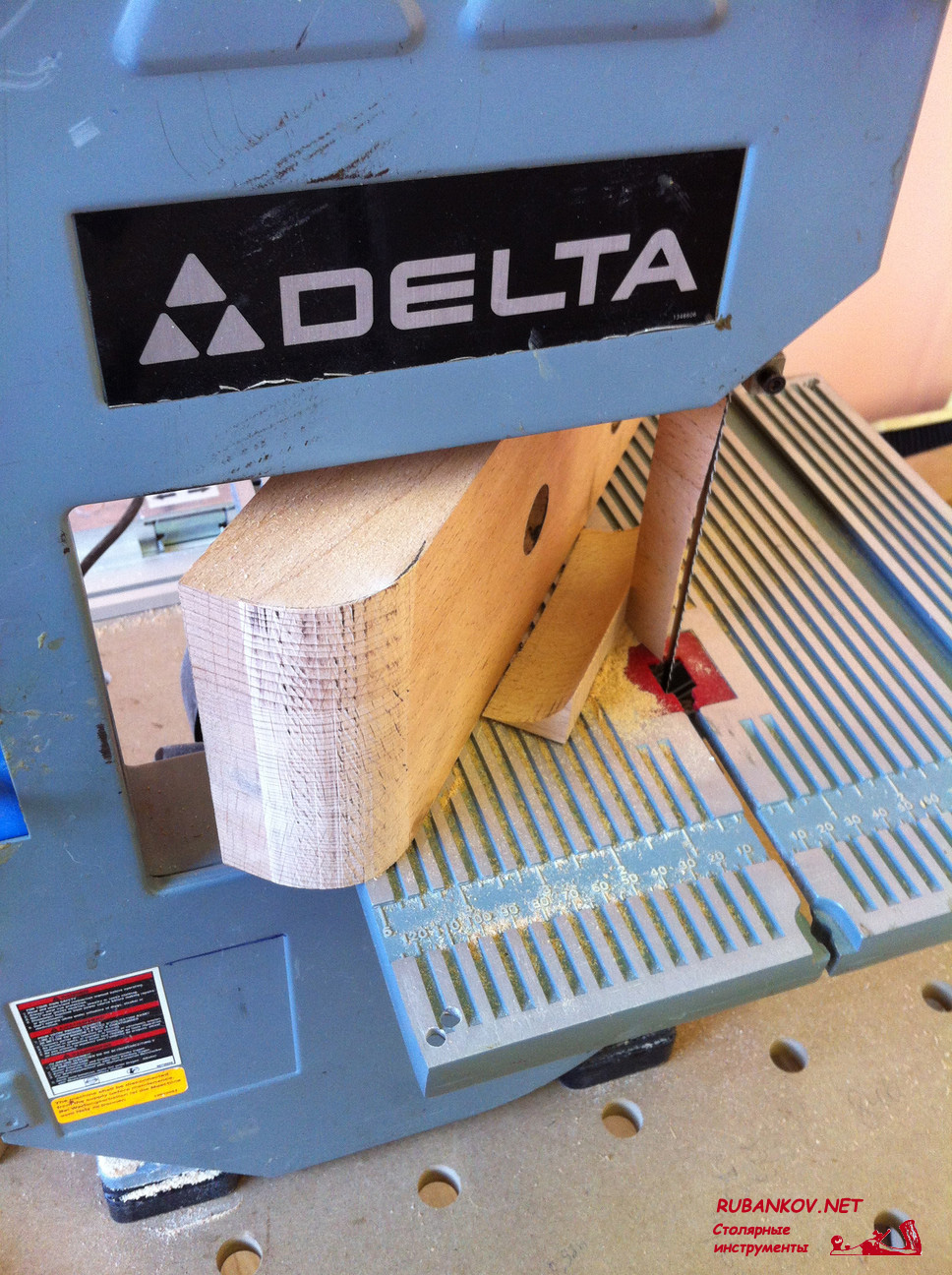
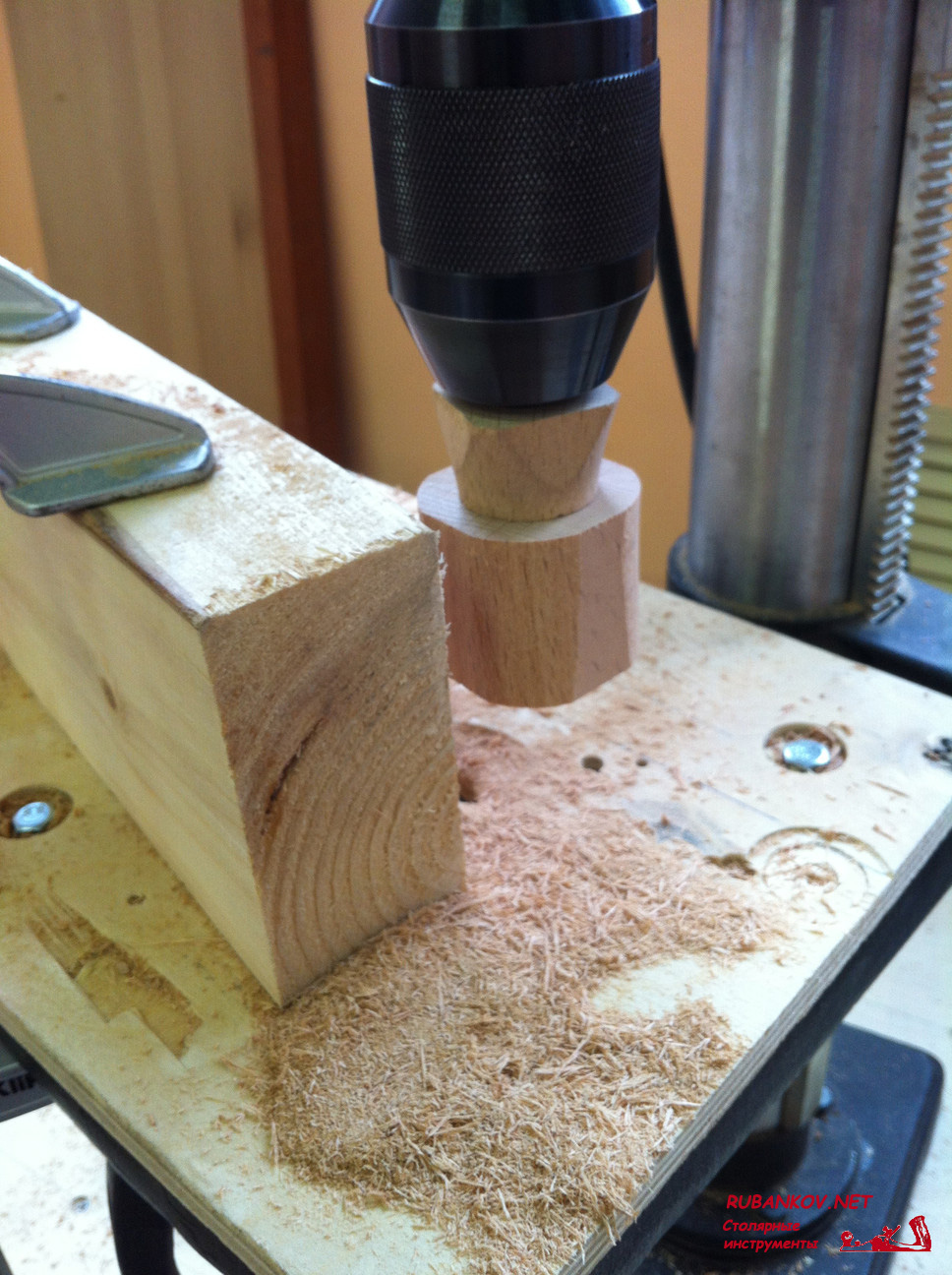
����, ���������. ��� ������ �������� ��������. �������� ����� - ��� 50�� ��������. ��������� ����� ���� ��������� ���������� � ���������� � ���������� ������ �������� � ������ � ��������� 100 ��.


�����, ������ ���� ��������� � ���� ������, ��������� ���� � ���������� ������ �������. � ����� ���������.




��������� ��� ���� ���������� ����� �� ���������� �� ���� � ������������ �� ����� ��� ����������� �������. � ������ ���������� ��������� ���� ��������� Titebond. ���� ������������ ���������� �������� ���� � �����, �������� �� �������� ����� ����� ���, ����� ����������� ������� ������������ �� ��������� ����������� ������� �����������.



�����, ��������� ����, ���������� ���� ������� ����� � ����������� � �����. � ���� ���������� ��� ������� ����� ������� ������ ��� ������������ �������� �� ���������� ����� Plano 1100.



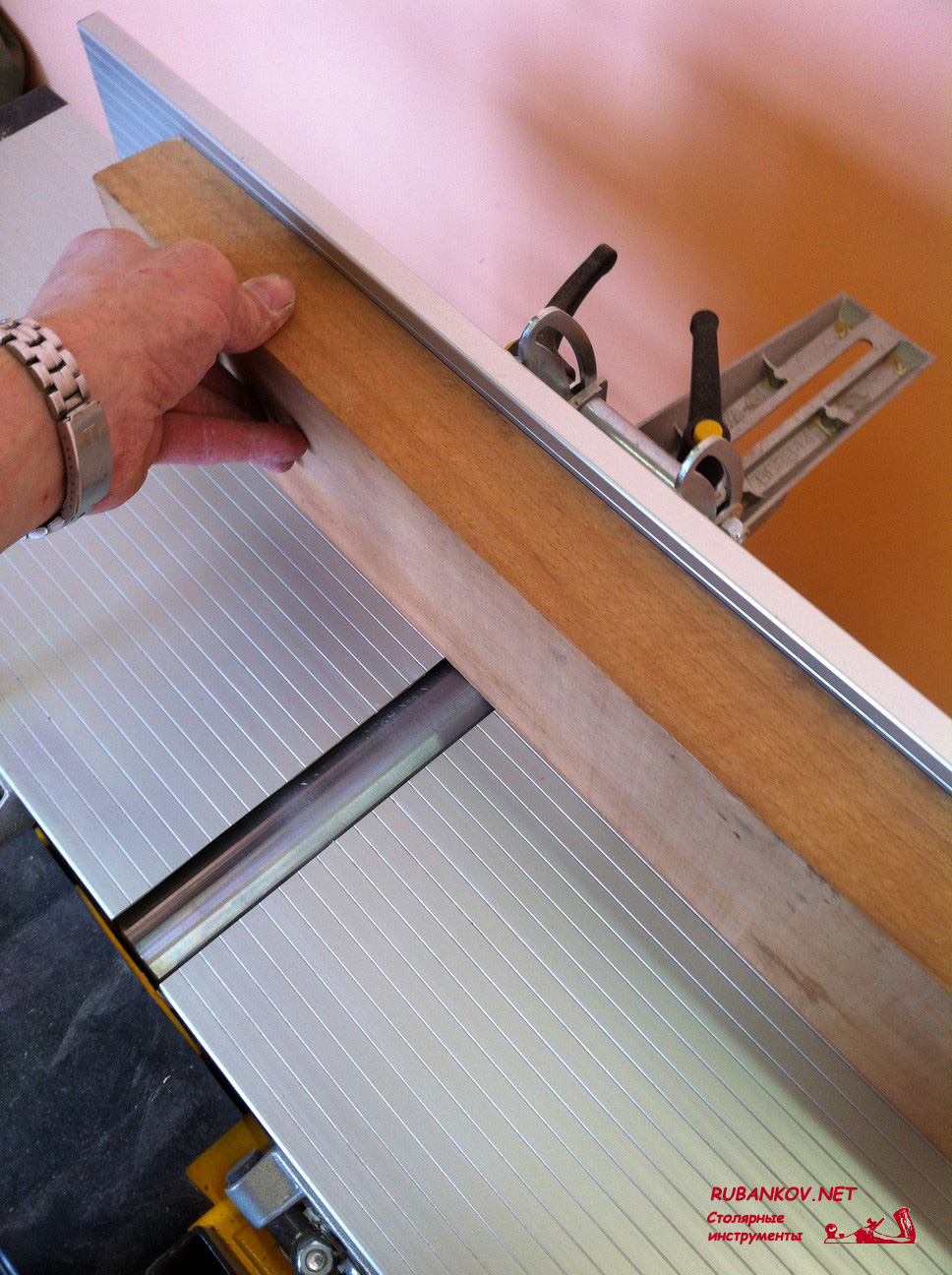
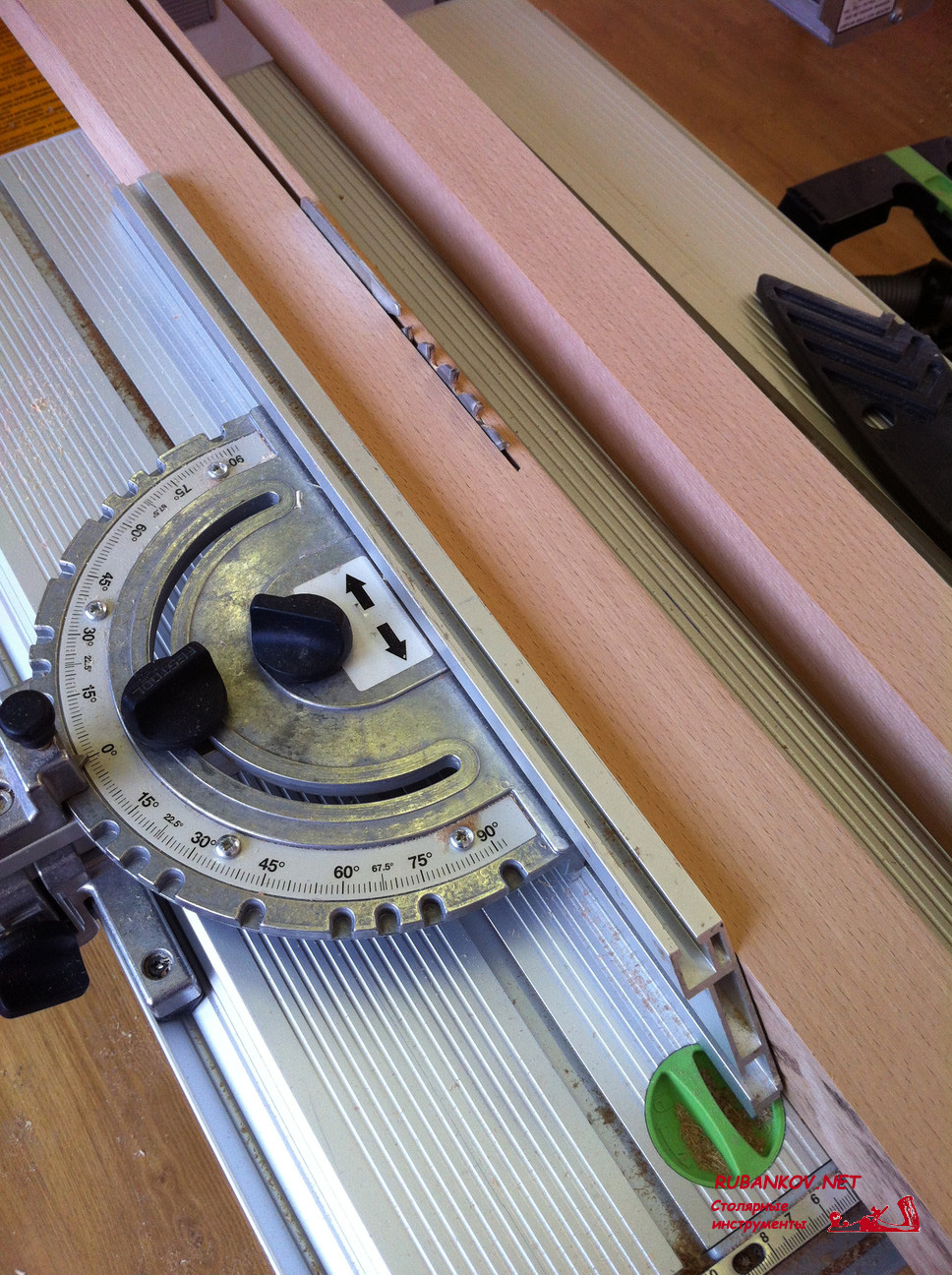
� ����� ������, ���������� ����� ��������������� �� ���� ���������, ��������� �������� � ���������� ������� �� ��������� ������������ ��������� ����� 240-250�� �������. ��� ������������� ����� ������� �������� ������ �����������.




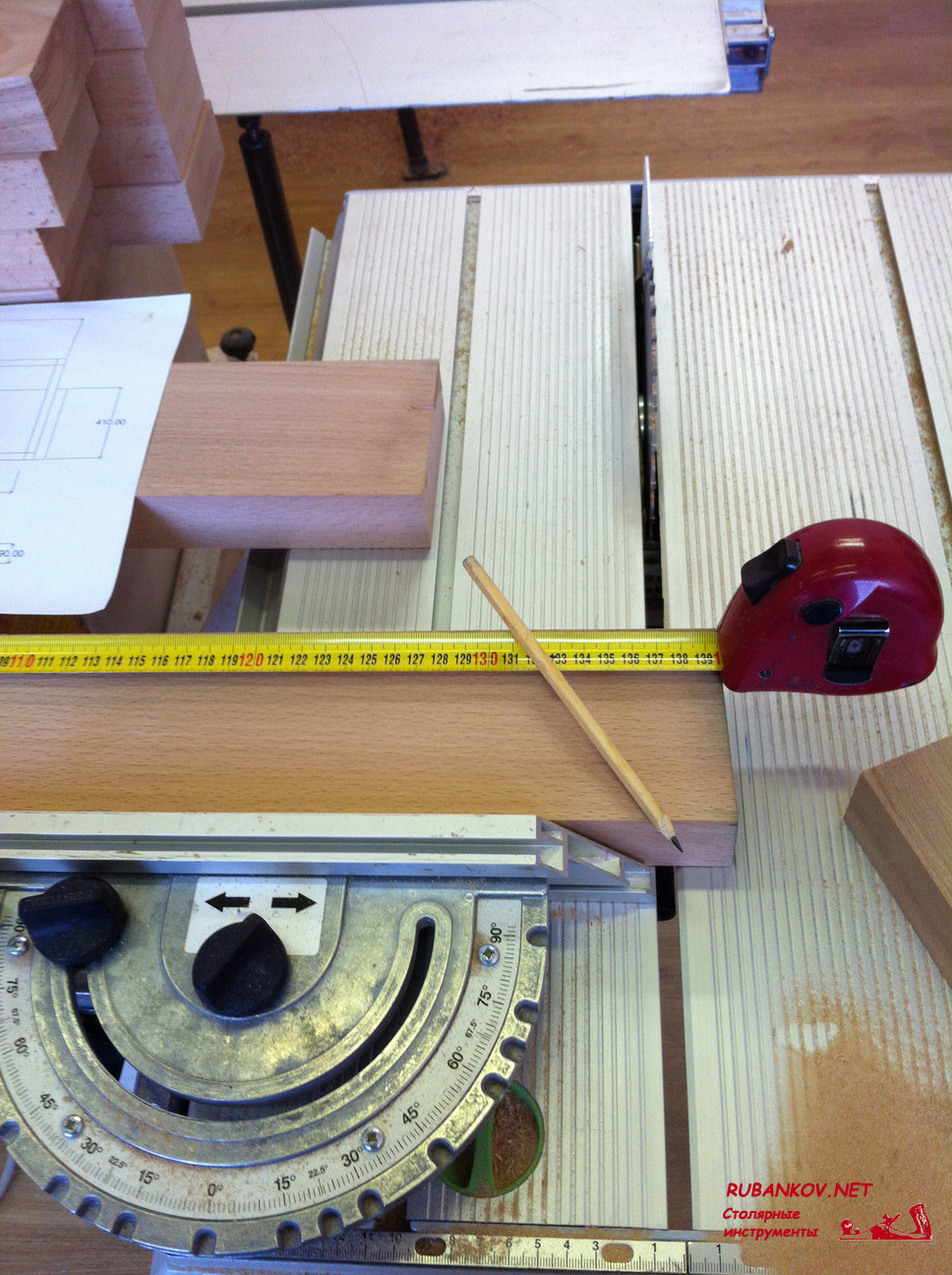
����� ���, ��� �������� ��������� ����, �������� ���� ����� ������� ��� �����������. ��� ���� ���� ������� ����������, �������� ���� ������� �� ����������� ��������. �����, ������ ��� ������� ���������, ���������� ������ � �������� ��� ��� ����� ��������� ����������� ���� 40�� �������� �� ������� ����.




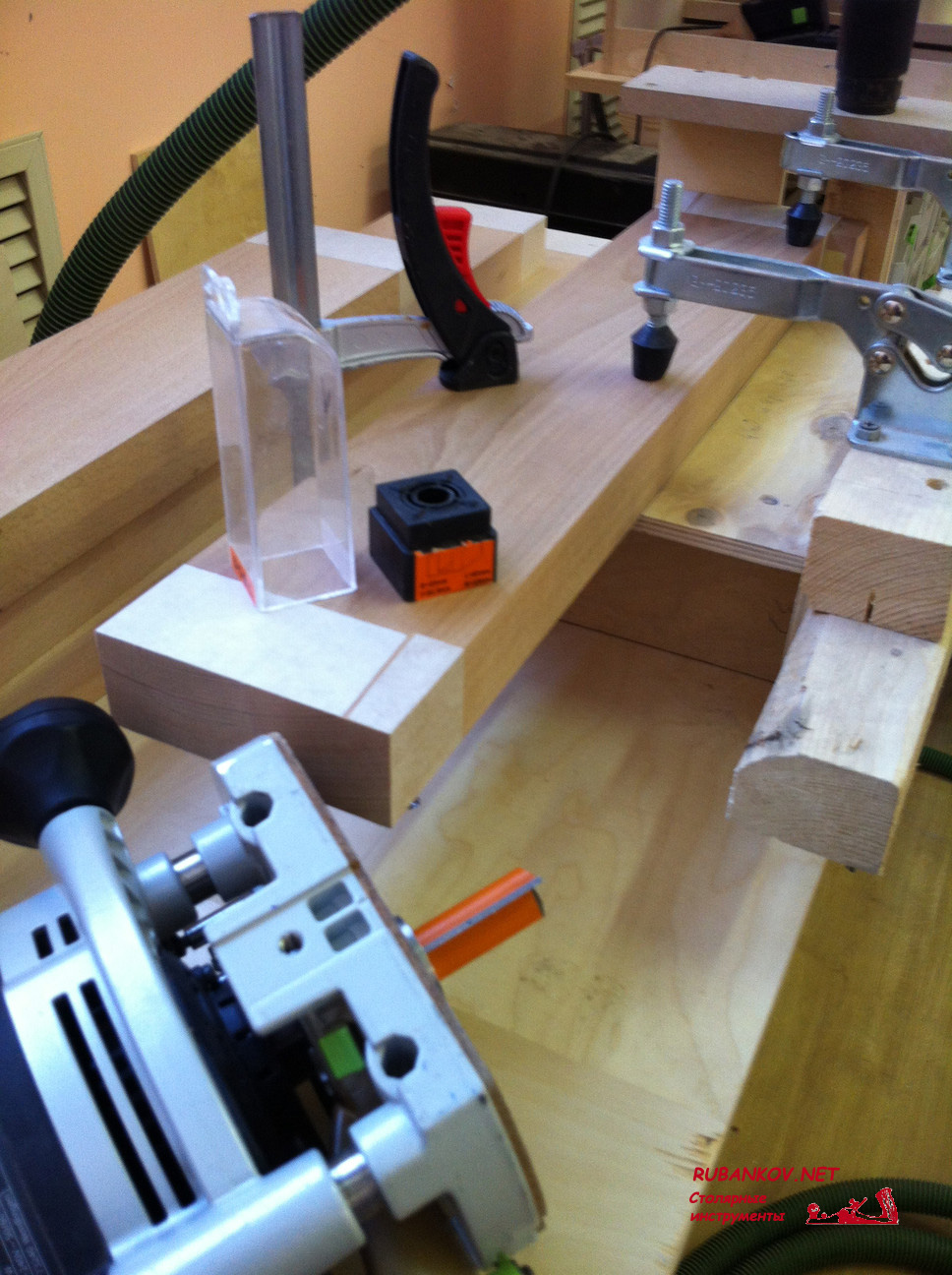
��� ��������� ������ �������� �������� ��������� ����������� Domino DF-500. ��������� ����������� � ����� � ���������.




���� ��� �������, ������������ � ����� ����������. ����, �� �������� ����������� �� �����, ������� ��� ������ �������� ���������� � �����. ��� ���������� ��������� ���������� � 40��, ��������� � ����������� ������ � ��������� � 1��, ��������, � ������� ���� ��������� �� ��������.



����� ��� ��������� ��������� � ����� ������ � ������, �� ��������� �� ������� ���������� - � ��������� � 2-4��.



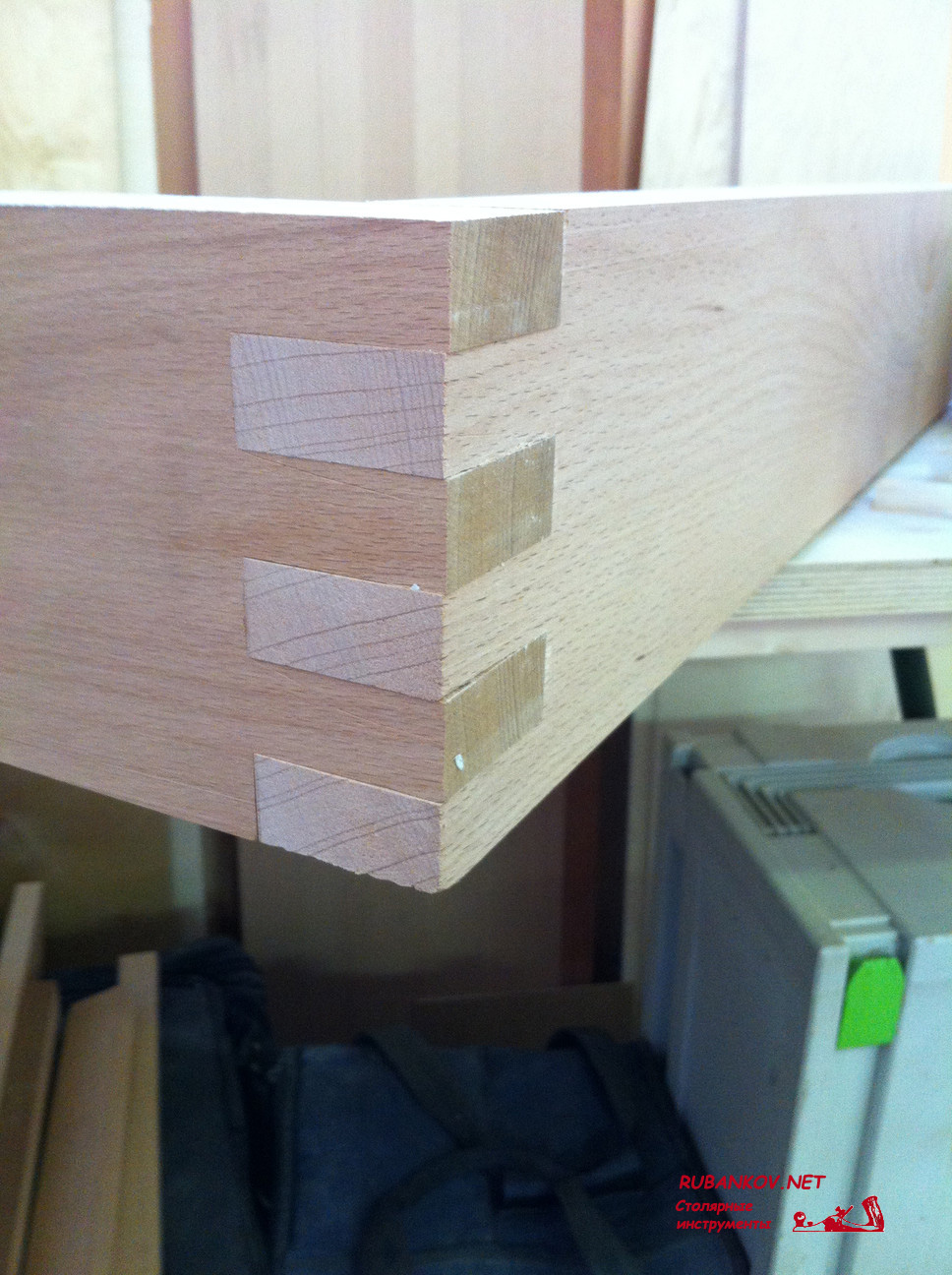

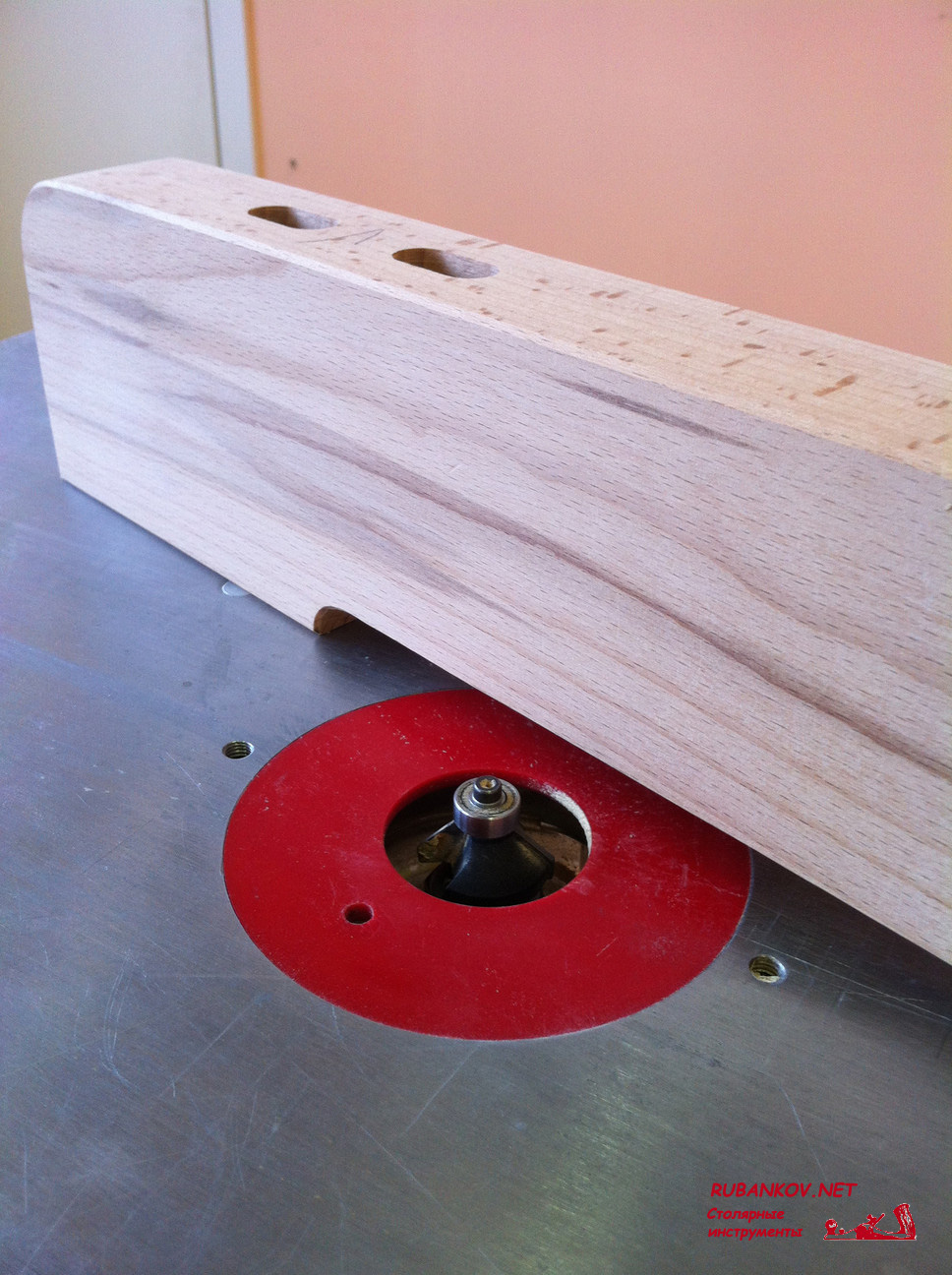
�����, �������� ��� �� ������� ���������� �����. ��������� ����� ������������ �������, - �� ������� ������ ������� ����� CMT �� 19 ��. ��� ��������� ����� ���������� ����������� ���������� ������. ������ �������� ����������� �������������� ������ 30�� �������� ��� �������� 40-42�� (� ����������� �� ����, ����� ��� �������� ������� ��� �������� ������� ����������). ��� ���� �������� �� ������������ ������ Festool OF-1400 EBQ.








����� ���������� ����������� ���� � ������� ���������� ����� ���������� ��������� ��� ��������� ��������. ��������� � ������� ��� � ������ � ������ �������, ������������� ����� ������� �����. ��� ���� ���� �������������� ���� �������� TS-55 EBQ Plus � ����-������������. ��������� � ������������� ��������� ��� �������� � ������ ������. ���������� ����� �� �������, ������ ������� ������, ������������ ��� ��� ����� (�� �� ������ ������� � ������, � �� �� �����?=)), � ����� ������ - 6 ��. ��������� � ���� ��� ��� ��� �����. � ������� ���� (������) ���� ��������� ��� ������ 6�� �� ������� 15��. ��� ����� ���������� ��������� ���� Veritas.





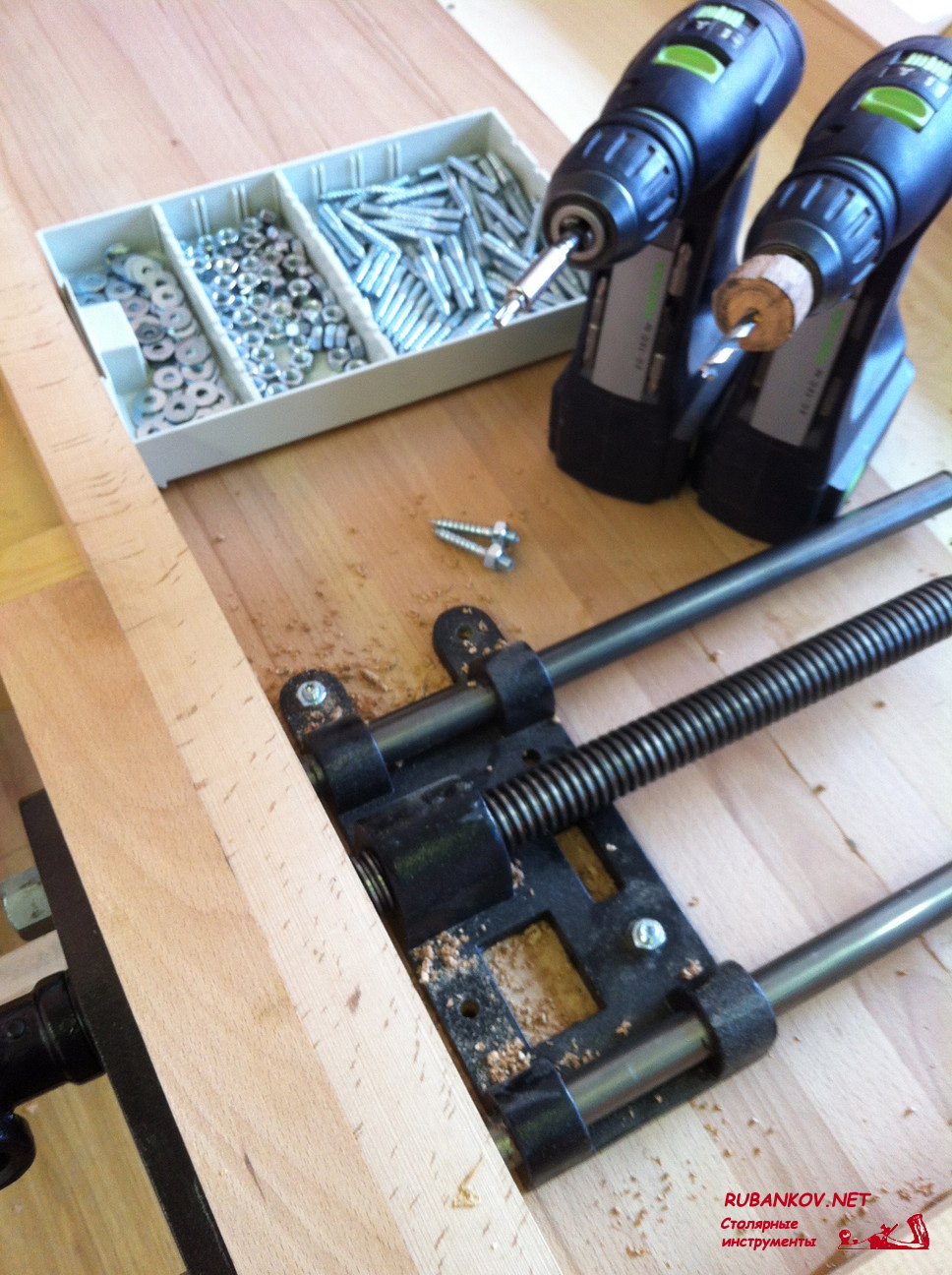
�����, ��������� ����� ���������� ��� Domino � ��������� �� ��������. ��������� ������� �������� �����. ��� ���� ���� �� ����� �������� ��������� Bessey TPN80S14BE, ����� ��� ���������� �������� ������ ������� � �������� ����������:


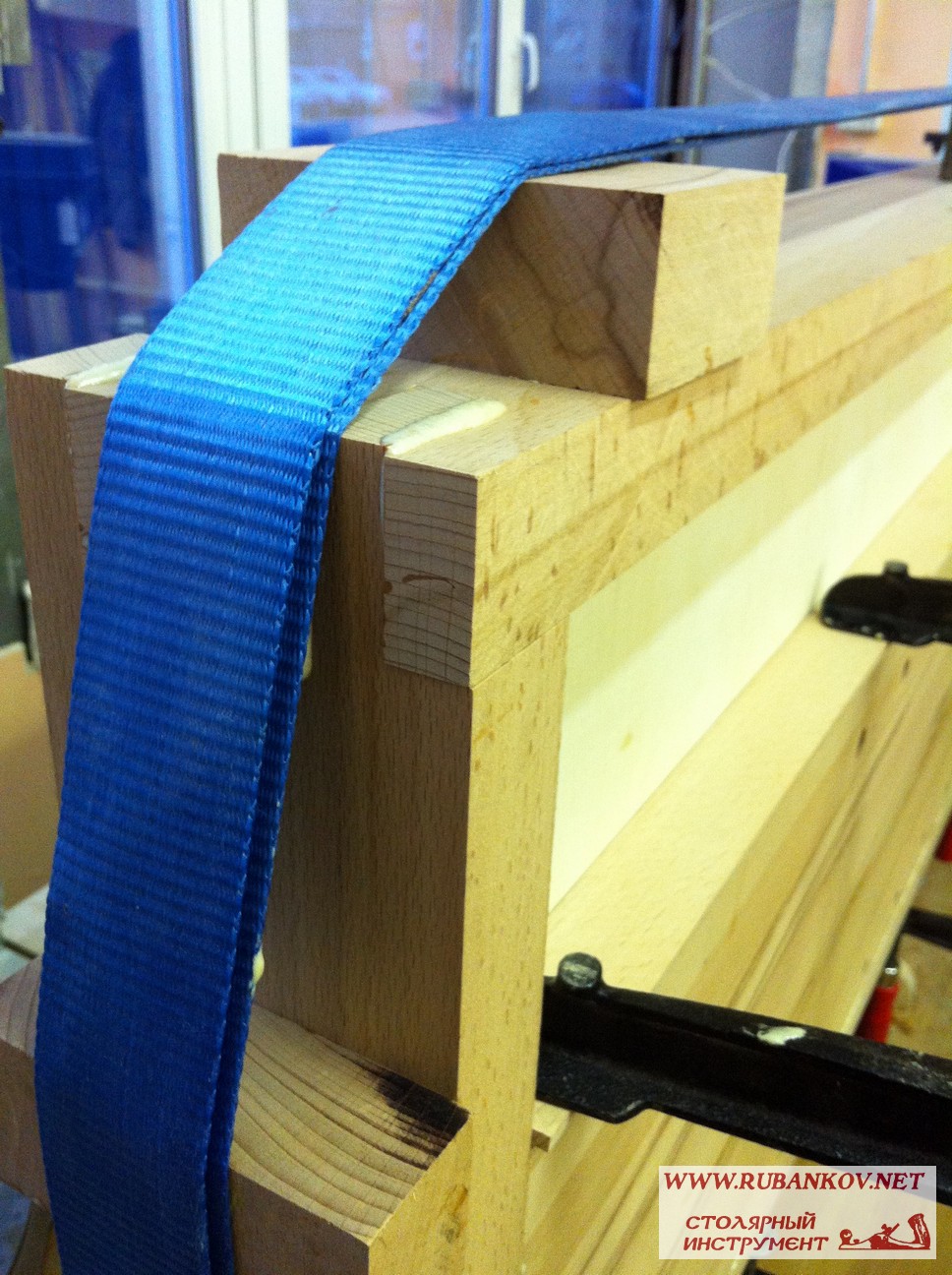

����� �������� �, ���� ������, ���� ������ ��� �����.




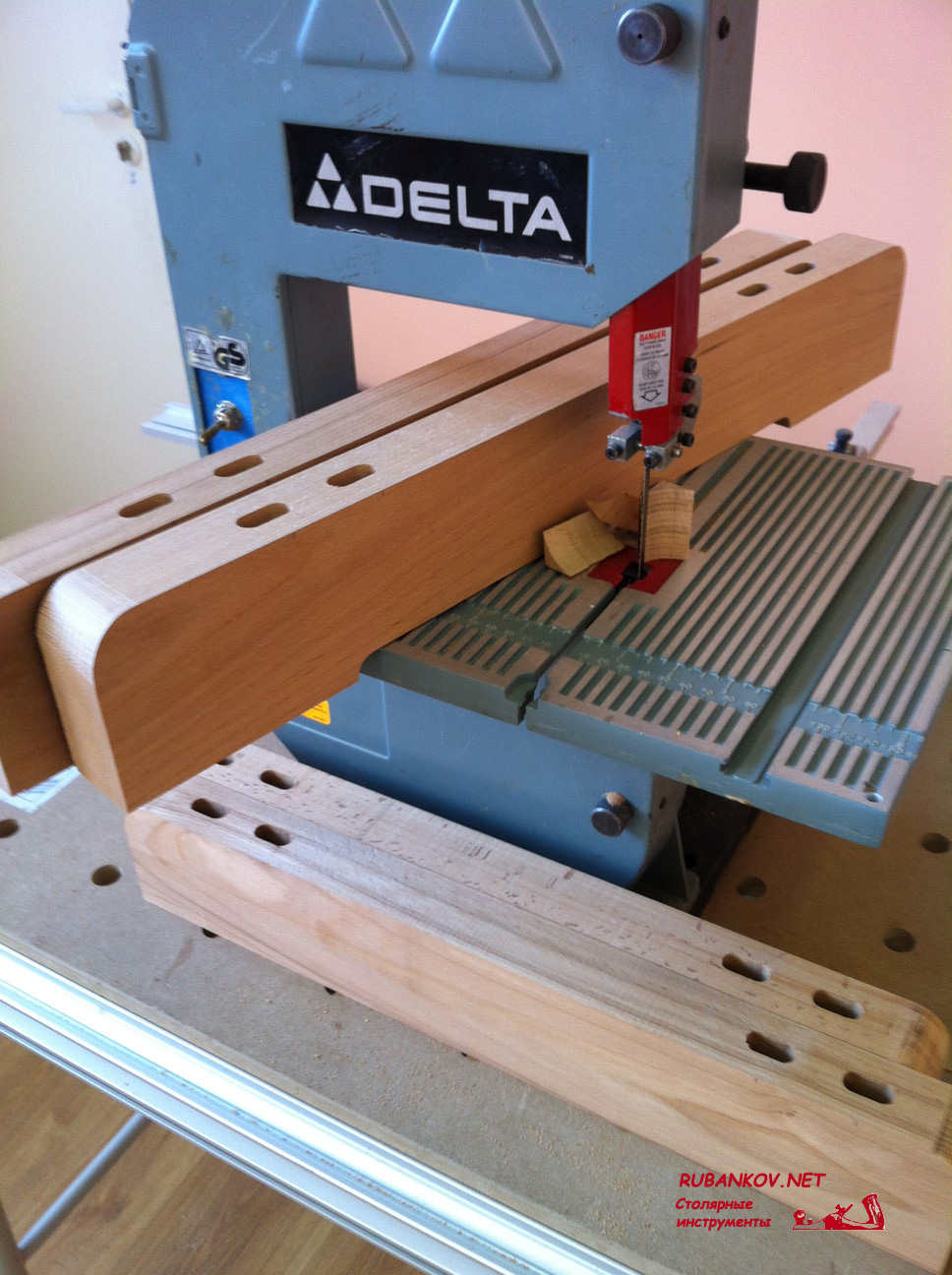
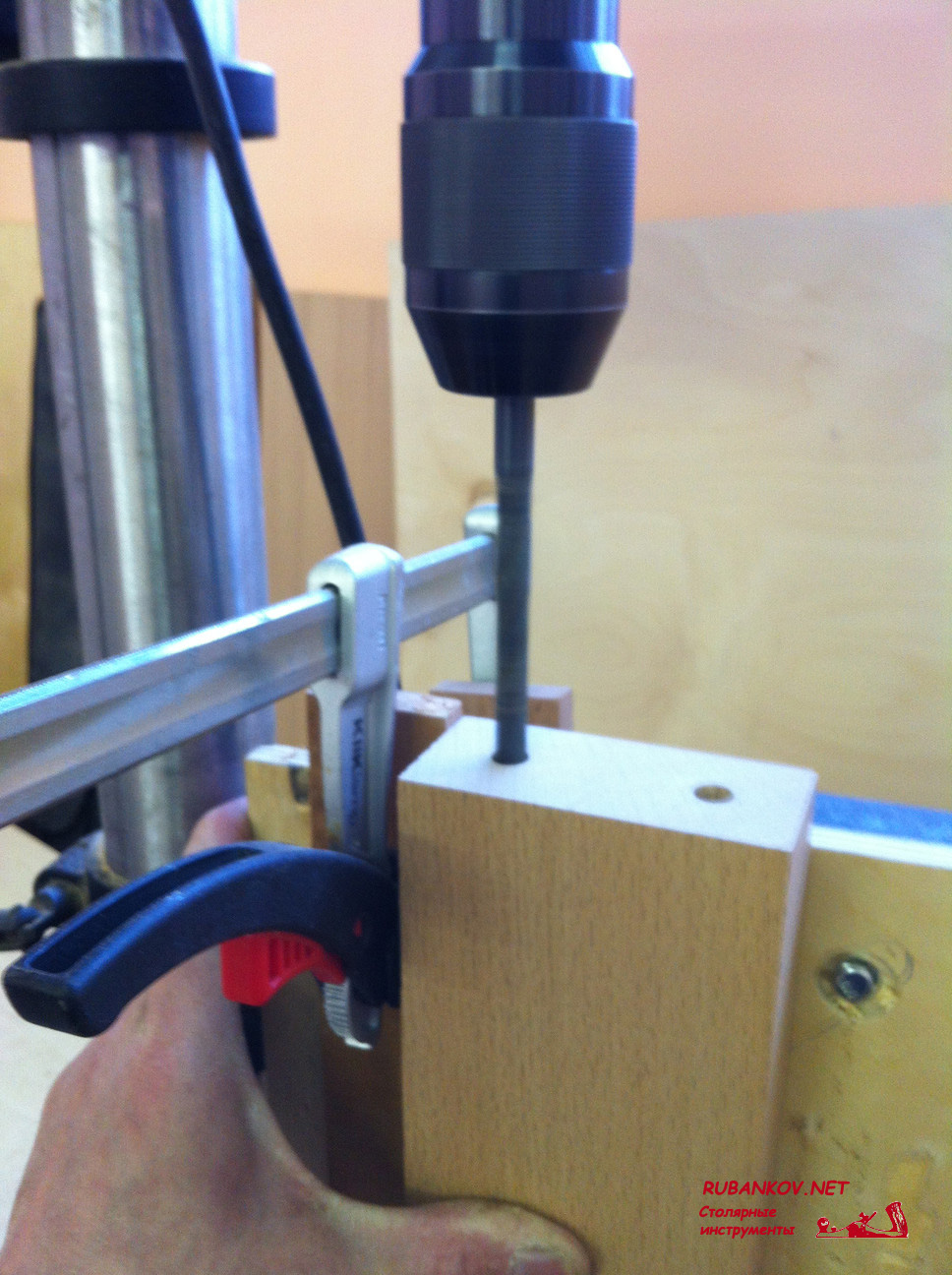
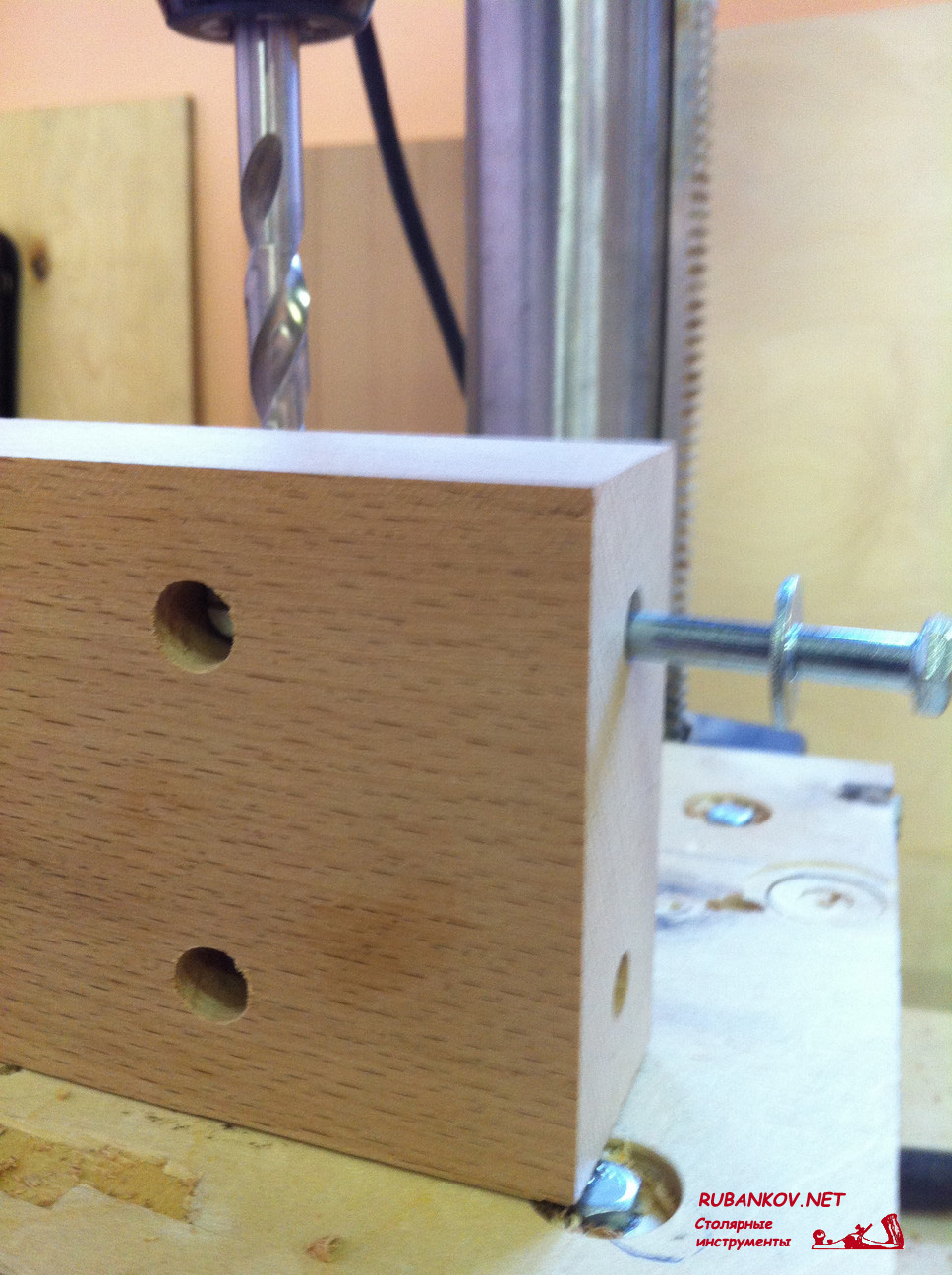
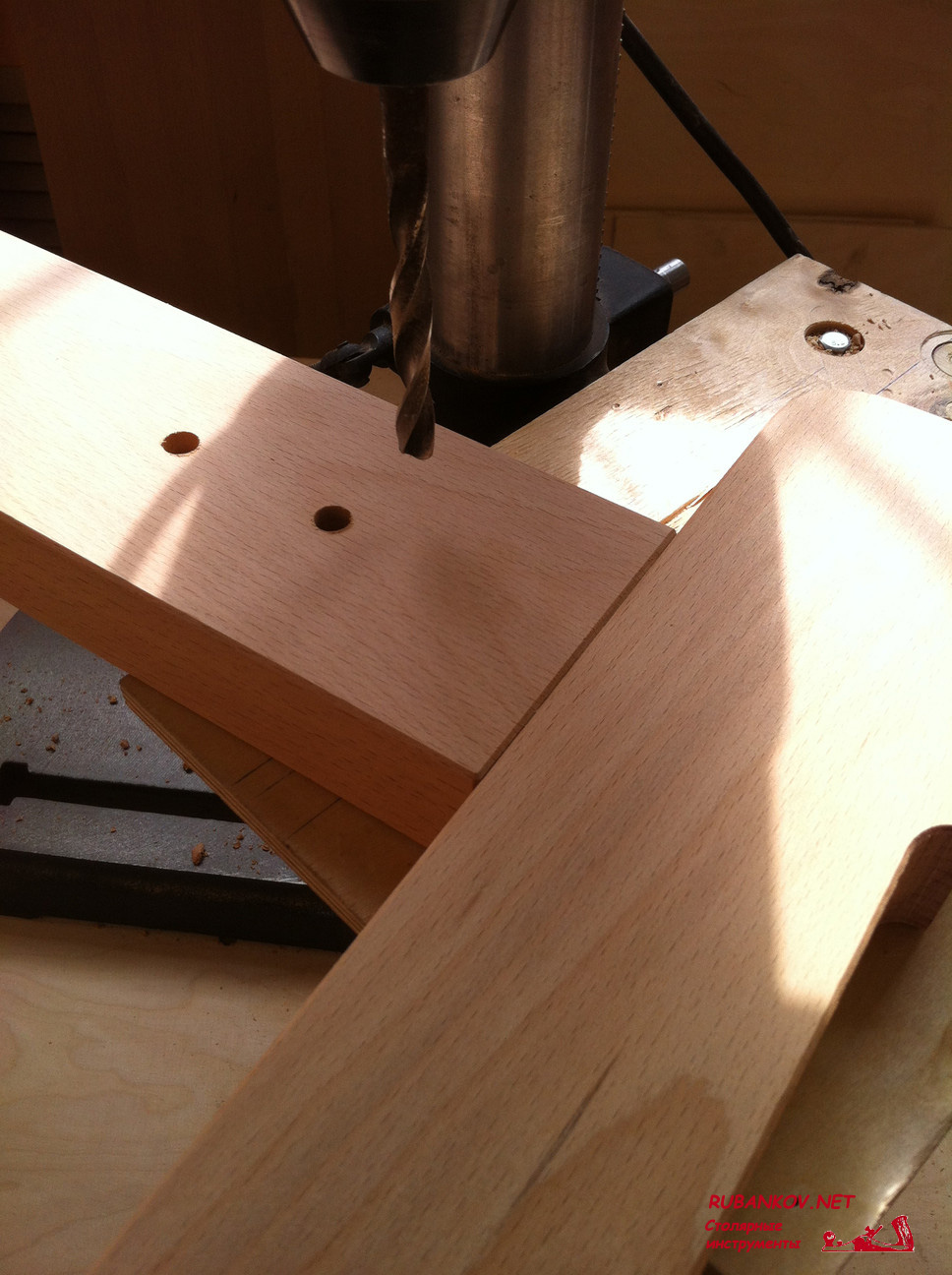
����� ������� ������ 6 �� ��������, ������� ���, ��� ��������� ��������������� � ������� ���������� ����, ������� ������� ������, �� 5��, ��������, �� ��������������� ��������� �������. ��������� ��� ����� � ��������������� ���� � ��������� ������ �����. ��� ������� �������� ���������� ����� ������������ ��������� ����.





����� ��������� ��������� ����� �������� �������� ����� � ������������� ������ �����. � ������ �������������� ����������� Festool C 12 LI 1.5.

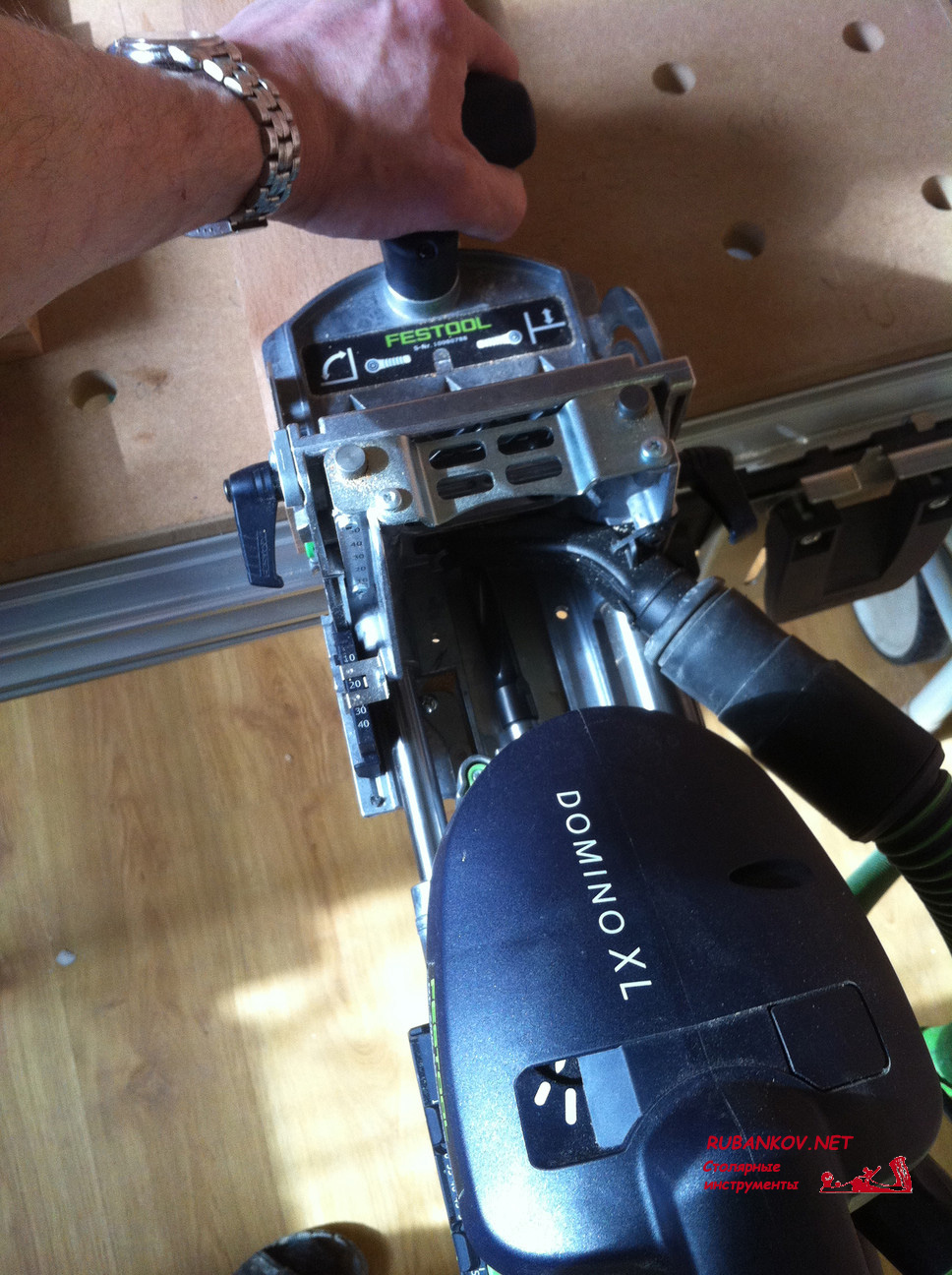



������ ��������� ������������� ������������ ��� ������ ���������� ���������� ��������. ��������� ��������� �� �������, � ��� ���������� ���������� ��������� ������ Domino DF_700. ���������, ��� ��� ����������, ��������� �� ��������� ���� � ������ �����, ��, ��� �������, �����-���� �� ������� ��������� ����� Veritas. ����� ��������� ����� � ������ ��� ��������� �����������.



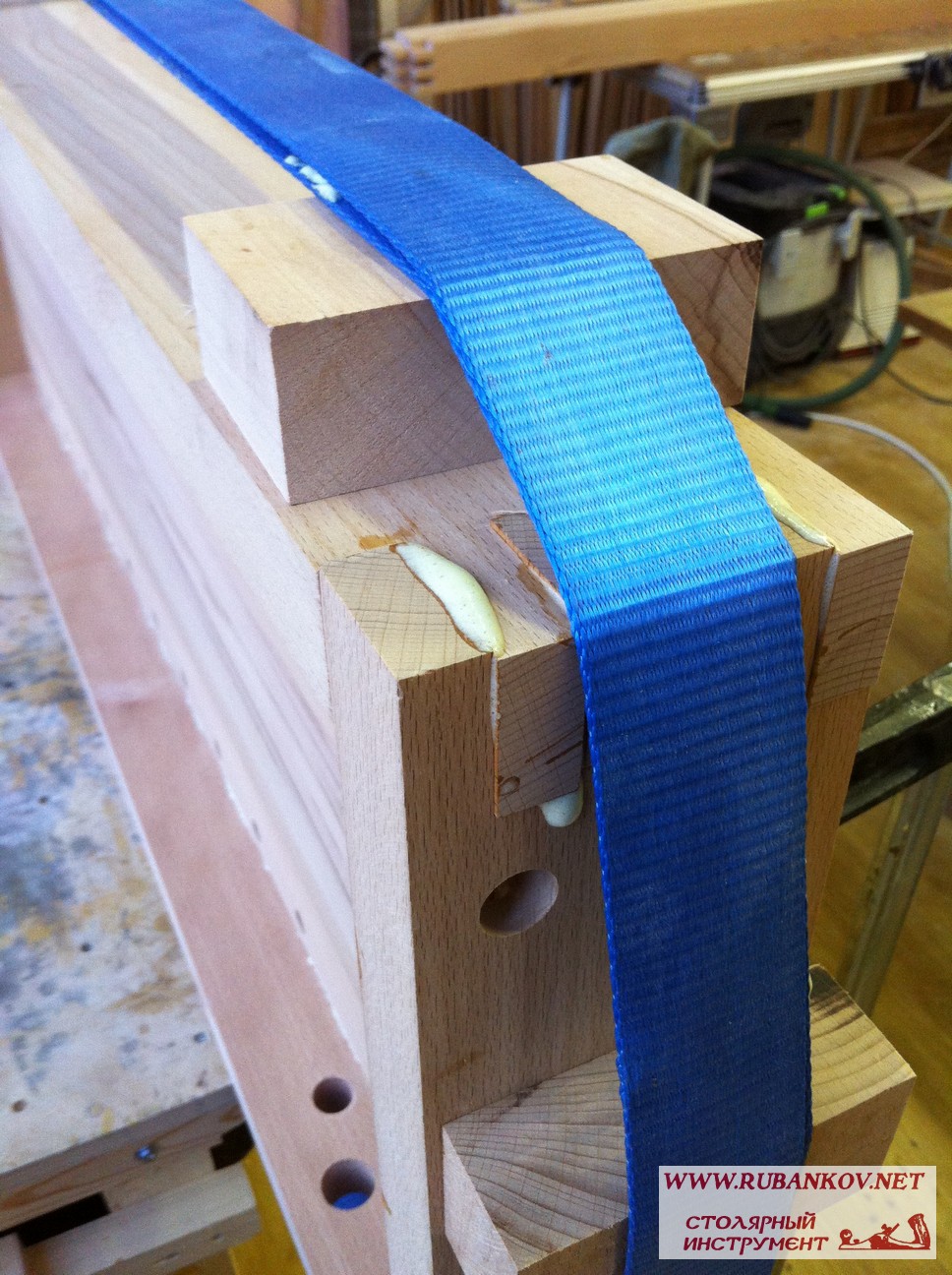
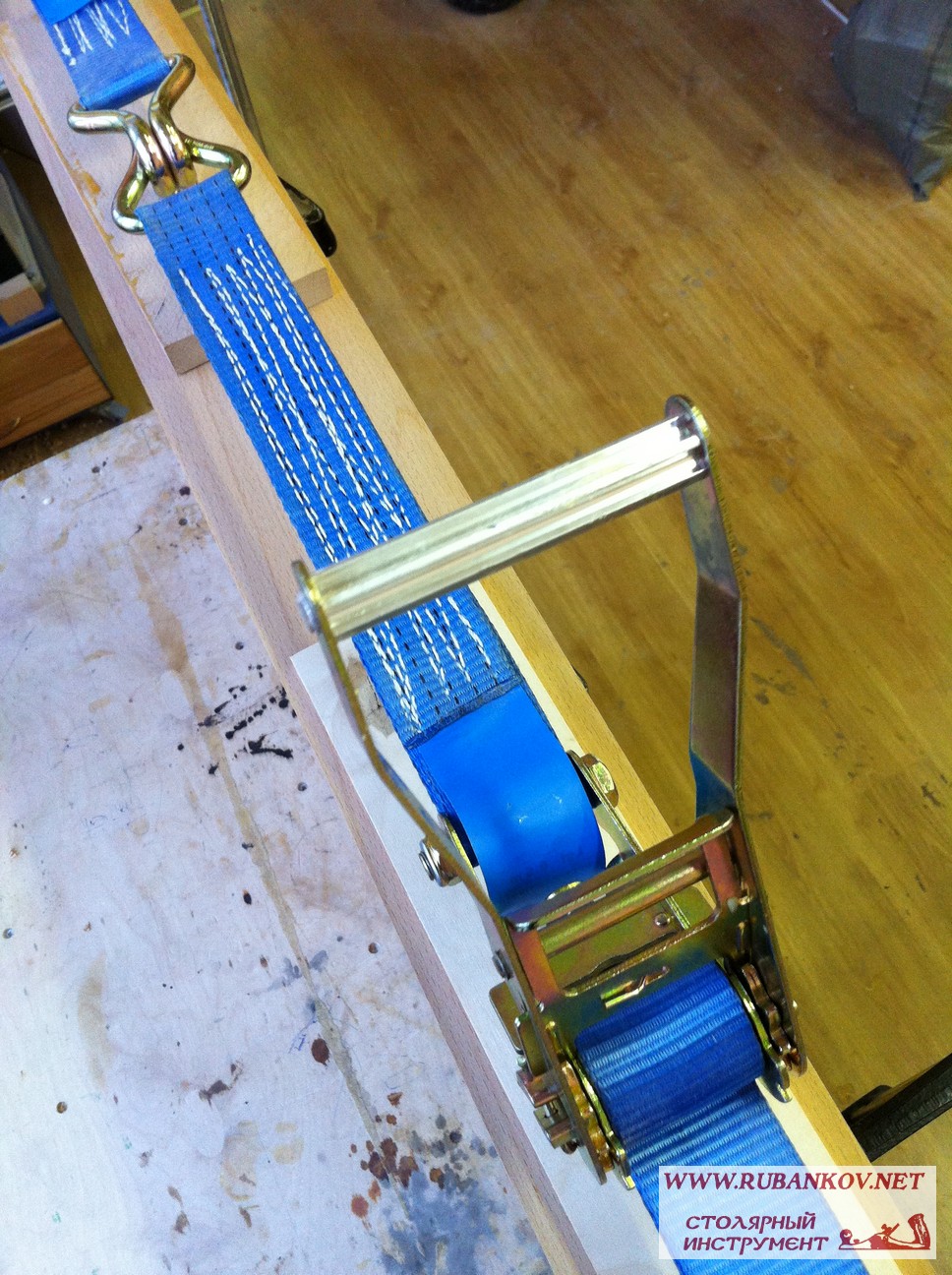
����� ������������� �����. ��������� �����. ��������� � ������������� �������� ��������� �� ������ ������������. � ������ �� ����������� ������ ������� ��������� ����� �������������� ��������� KLI16.




������������ ����� ���������� ������. ���������� ���������� ���� ������� � ������. ���������� ��������, ������������, ����� - �������� � �������������� ��������.

����� �������� ����� ������ ����������� �� ��������� ���� � ��������������� �� �������.


��� ������� ������ ���������� ���� ��� ������ HV-516, ��� ��������, ��� �������, ���� ��� ������ HV-515. ������ ������� �� ��������� ��������. ����� ��� ������ ������������ ����������� ����������� ���������� Veritas � ����� - �� ������� ����������� ������. ����� �������� � ����� ��������.





����� ������� ���������, � ������ ������� ���������� �������� Mirka. ��������������� ���� ���������, � ����� ������ - 19�� ������� �������� D19 Fisch 031701900. ��� ������ ������ ����������� ������. � ������� �������� ������������ ��������� Rustins � ���������� Pinotex. ��������� ��������� ������ ���������� ������� ��� �������� � ���������, � ���, ����� ������� � ���������� ����� ���������������� ������ ��������������.
�� ��� �� ����� � ��������� ������������ ���������� ��������, �������� ������ ��������� ��� ������� � ��������� ��� �������� ���������.
�� �� ������ ������ ������ ��������� ������� � ����� ��������

���������� ��������� ����������� ���������:
1. �������� ��� ���������� ������ ���������, ������
2. �������� ��� ���������� ��������� ����������, ������


3. �������� ��� �������� ��������� ������� ��������







 5�50")

